Blog
Mehr Wissen zur Verbesserung der Laserschneidmaschine


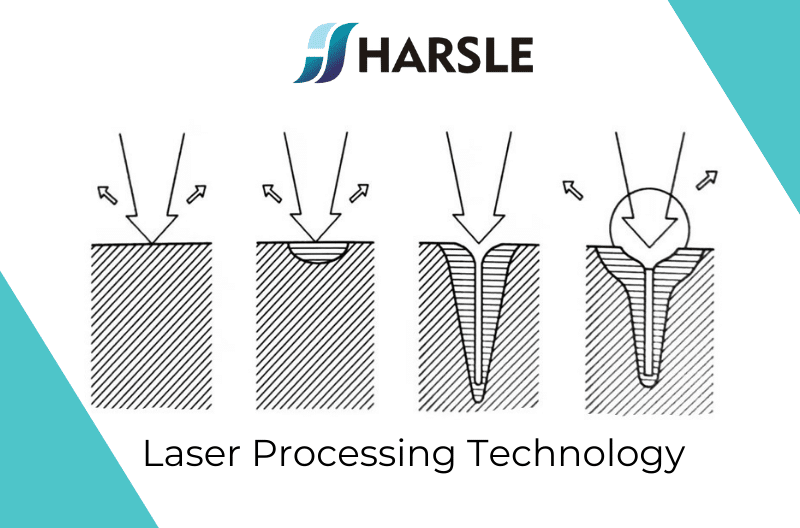
Laserschneiden ist die Energie, die freigesetzt wird, wenn der Laserstrahl auf die Oberfläche des Werkstücks gestrahlt wird, um das Werkstück zu schmelzen und zu verdampfen, um den Zweck des Schneidens und Gravierens zu erreichen. Es verfügt über hohe Präzision, schnelles Schneiden, nicht auf Schnittmuster beschränkt, automatisches Layout spart Materialien und glatte Schnitte, niedrige Verarbeitungskosten und andere Eigenschaften, die die traditionelle Schneideprozessausrüstung allmählich verbessern oder ersetzen.
Die Verwendung von Laserschneidgeräten kann Edelstahl unter 16 mm schneiden, und Sauerstoff kann dem Laserstrahl hinzugefügt werden, um Edelstahl mit einer Dicke von 8-10 mm zu schneiden. Nach dem Sauerstoffschneiden bildet sich jedoch ein dünner Oxidfilm auf der Schnittfläche . Die maximale Schnittdicke kann auf 16 mm erhöht werden, der Größenfehler des geschnittenen Teils ist jedoch größer.
Der Preis für Laserschneidgeräte ist ziemlich hoch, mindestens 30.000 USD, da es die Kosten für die anschließende Bearbeitung reduziert, so dass es möglich ist, dieses Gerät in der Massenproduktion zu verwenden. Da keine Werkzeugbearbeitungskosten anfallen, eignen sich Laserschneidanlagen auch für die Herstellung von Kleinserien von Teilen unterschiedlicher Größe, die bisher nicht bearbeitet werden konnten. Laserschneidanlagen verwenden normalerweise eine computergestützte digitale Steuerungstechnologie (CNC). Nachdem Sie dieses Gerät verwendet haben, können Sie über eine Telefonleitung Schnittdaten von einer CAD-Workstation (Computer Aided Design) empfangen.
Der Aufbau der Laserschneidmaschine
Das Laserschneidmaschinensystem besteht im Allgemeinen aus einem Lasergenerator, einer (externen) Strahlübertragungskomponente, einer Werkbank (Werkzeugmaschine), einem numerischen Mikrocomputer-Schaltschrank, einem Kühler und einem Computer (Hardware und Software). die Werkzeugmaschine: der Maschinenteil der Laserschneidmaschine, der mechanische Teil, der die Bewegung der X-, Y- und Z-Achse realisiert, einschließlich der Schneidarbeitsbühne. Es dient zum Auflegen des zu schneidenden Werkstücks und kann es entsprechend dem Steuerungsprogramm, meist angetrieben von einem Servomotor, korrekt und genau bewegen.

Lasergenerator: ein Gerät, das eine Laserlichtquelle erzeugt. Zum Laserschneiden werden, außer in wenigen Fällen mit YAG-Festkörperlasern, die meisten CO2-Gaslaser mit höherem elektrisch-optischem Umwandlungswirkungsgrad und höherer Ausgangsleistung verwendet. Da das Laserschneiden eine hohe Strahlqualität erfordert, können nicht alle Laser zum Schneiden verwendet werden. Das Gauss-Modell ist für Kohlendioxidlaser mit niedrigerer Ordnung unter 1500 W, 1000 W-30000 W und Multimode über 30000 W geeignet.
Äußerer Lichtweg: Refraktiver Spiegel, der verwendet wird, um den Laser in die gewünschte Richtung zu führen. Um eine Fehlfunktion des Strahlengangs zu vermeiden, müssen alle Spiegel durch eine Schutzabdeckung geschützt und ein sauberes Überdruck-Schutzgas geleitet werden, um die Linse vor Verschmutzung zu schützen. Ein Satz Linsen mit guter Leistung fokussiert einen Strahl ohne Divergenzwinkel auf einen unendlich kleinen Fleck. Im Allgemeinen wird ein Objektiv mit einer Brennweite von 5,0 Zoll verwendet. Das 7,5-Zoll-Objektiv wird nur für >12 mm dicke Materialien verwendet.
Numerisches Steuersystem: Steuern Sie die Werkzeugmaschine, um die Bewegung der X-, Y-, Z-Achse zu realisieren und steuern Sie auch die Ausgangsleistung des Lasers.
Stabilisierte Stromversorgung: zwischen Laser, CNC-Werkzeugmaschine und Stromversorgungssystem geschaltet. Spielen vor allem eine Rolle bei der Verhinderung von externen Netzstörungen.
Schneidkopf: enthält hauptsächlich einen Hohlraum, einen Fokussierlinsenhalter, eine Fokussierlinse, einen kapazitiven Sensor, eine Hilfsgasdüse und andere Teile. Die Schneidkopfantriebsvorrichtung wird verwendet, um den Schneidkopf zur Bewegung entlang der Z-Achse entsprechend dem Programm anzutreiben und besteht aus einem Servomotor und einer Schraube oder einem Getriebe.

Operationstisch: dient zur Kontrolle des Arbeitsprozesses der gesamten Schneidvorrichtung.
Wasserkühler: wird verwendet, um den Lasergenerator zu kühlen. Ein Laser ist ein Gerät, das elektrische Energie in Lichtenergie umwandelt. Beispielsweise beträgt die Umwandlungsrate eines CO2-Gaslasers im Allgemeinen 20%, und die restliche Energie wird in Wärme umgewandelt. Das Kühlwasser führt die überschüssige Wärme ab, damit der Lasergenerator normal funktioniert. Der Kühler kühlt auch den Lichtwegspiegel und den Fokussierspiegel außerhalb der Werkzeugmaschine, um eine stabile Strahlübertragungsqualität zu gewährleisten und effektiv zu verhindern, dass die Linse aufgrund zu hoher Temperatur verformt oder zerbrochen wird.

Gasflaschen: Darunter die Arbeitsmittelgasflaschen und Hilfsgasflaschen der Laserschneidmaschine, die zur Ergänzung des Industriegases für die Laseroszillation und zur Versorgung des Schneidkopfes mit Hilfsgas dienen.
Luftkompressor, Luftspeicher: Druckluft bereitstellen und speichern.

Luftkühlungstrockner, Filter: Wird verwendet, um dem Lasergenerator und dem Strahlengang saubere und trockene Luft zuzuführen, damit der Weg und der Reflektor normal funktionieren.
Belüftungsstaubsammler: Saugen Sie den während der Verarbeitung entstehenden Rauch und Staub ab und führen Sie eine Filterbehandlung durch, damit die Abgasableitung den Umweltschutzstandards entspricht.
Schlackenaustragsmaschine: Entfernen von Restmaterial und Abfällen, die bei der Verarbeitung anfallen.
Laserschneidmaschinentyp
Entsprechend der Aussehensstruktur, Funktion und Leistung der Laserschneidmaschine unterteilt HARSLE die Laserschneidmaschine in 6 Kategorien.
Offener Laserschneider

Laserschneider mit Wechseltisch

Rohr- und Platten-Laserschneider

Rohr-Laserschneidmaschine

Hochleistungs-Laserschneidmaschine

Laserschweißgerät

Laserprinzip
Die hohe Helligkeit des Lasers: Die Helligkeit des Festkörperlasers kann bis zu 1011 W/cm2Sr betragen. Nicht nur das, nachdem der hochhelle Laserstrahl durch die Linse fokussiert wurde, sondern auch Tausende von Grad oder sogar Zehntausende Grad in der Nähe des Brennpunktes erzeugen kann, was die Bearbeitung fast aller Materialien ermöglicht.
Die hohe Richtwirkung des Lasers: Die hohe Richtwirkung des Lasers ermöglicht eine effektive Übertragung über große Distanzen bei gleichzeitig sehr hoher Leistungsdichte für die Fokussierung. Diese beiden Punkte sind wichtige Voraussetzungen für die Laserbearbeitung.
Die hohe Monochromatizität des Lasers: Durch die extrem hohe Monochromatizität des Lasers wird sichergestellt, dass der Strahl genau auf den Brennpunkt fokussiert und eine hohe Leistungsdichte erzielt werden kann.
Hohe Kohärenz des Lasers: Kohärenz beschreibt hauptsächlich die Phasenbeziehung jedes Teils der Lichtwelle. Es sind die einzigartigen Eigenschaften von Lasern, wie oben beschrieben, die in der industriellen Verarbeitung weit verbreitet sind.
Der Laser ist weit verbreitet beim Laserschweißen, Laserschneiden, Laserbohren (einschließlich schräger Löcher, verschiedene Löcher, Gipsbohren, Belagpapierbohren, Stahlplattenbohren, Verpackungsdruckbohren usw.), Laserabschrecken, Laserwärmebehandlung, Laser Markierung, Glasgravur, Laserbeschnitt, Laserlithografie, Laserfilmherstellung, Laserfilmbearbeitung, Laserverpackung, Laserreparaturschaltung, Laserverdrahtungstechnologie, Laserreinigung usw.
Nach mehr als 30 Jahren Entwicklung ist Laser überall. Es wurde in allen Bereichen des Lebens und der wissenschaftlichen Forschung verwendet: Laserakupunktur, Laserschneiden, Laserschneiden, Laserschweißen, Laserlöschen, Laserscheibe, Laserentfernungsmesser, Lasergyroskop, Laser-Plumbometer, Laserskalpelle, Laserbomben, Laserradare, Laser Kanonen, Laserkanonen… Laser werden in naher Zukunft sicherlich umfangreichere Anwendungen haben.
Lasersender ist eine gerichtete Energiewaffe, die einen gerichteten Laserstrahl verwendet, um ein Ziel direkt zu beschädigen oder zu deaktivieren. Laserwaffen lassen sich nach unterschiedlichen Kampfzwecken in zwei Kategorien einteilen: taktische Laserwaffen und strategische Laserwaffen. Das Waffensystem besteht hauptsächlich aus Lasern und Ortungs-, Ziel- und Abschussgeräten. Zu den am häufigsten verwendeten Lasern gehören chemische Laser, Festkörperlaser und CO2-Laser. Laserwaffen haben die Vorteile hoher Angriffsgeschwindigkeit, flexibler Lenkung, präziser Schläge und Immunität gegen elektromagnetische Störungen, aber auch Schwächen wie Wetter- und Umwelteinflüsse. Laserwaffen haben eine über 30-jährige Entwicklungsgeschichte, und bei Schlüsseltechnologien wurden Durchbrüche erzielt. Die Vereinigten Staaten, Russland, Frankreich, Israel und andere Länder haben erfolgreich verschiedene Laserzieltests durchgeführt. Sensoren sowie angreifende menschliche Augen und einige verbesserte Beobachtungsgeräte; hochenergetische Laserwaffen verwenden hauptsächlich chemische Laser. Nach derzeitigem Stand sollen sie in den nächsten 5-10 Jahren auf Boden- und Luftplattformen für taktische Luftverteidigungs- und Theaterabwehrmaßnahmen eingesetzt und eingesetzt werden. Raketen- und Anti-Satelliten-Operationen usw.
Um den Anforderungen militärischer Anwendungen gerecht zu werden, wurden hauptsächlich die folgenden 5 Lasertechnologien entwickelt:
- Laser-Entfernungstechnologie. Es ist die erste Lasertechnologie, die im Militär praktisch angewendet wird. Ende der 1960er Jahre begann man mit der Ausrüstung von Laser-Entfernungsmessern mit Truppen, und viele Typen wurden entwickelt und produziert. Die meisten von ihnen verwenden Yttrium-Aluminium-Granat-Laser mit einer Reichweitengenauigkeit von etwa ±5 Metern. Da es die Zielentfernung schnell und genau messen kann, wird es häufig in Aufklärungsmess- und Waffenfeuerleitsystemen verwendet.
- Laserleittechnik. Lasergelenkte Waffen haben eine hohe Präzision, einen relativ einfachen Aufbau und sind nicht anfällig für elektromagnetische Störungen. Sie nehmen eine wichtige Stellung bei präzisionsgelenkten Waffen ein. In den frühen 1970er Jahren wurde die von den USA entwickelte lasergesteuerte Fliegerbombe erstmals auf dem Schlachtfeld von Vietnam eingesetzt. Seit den 1980er Jahren steigen auch die Produktion und Ausrüstung von lasergelenkten Flugkörpern und lasergelenkten Projektilen von Tag zu Tag.
- Laserkommunikationstechnologie. Die Laserkommunikationskapazität ist groß, die Vertraulichkeit ist gut und die Fähigkeit gegen elektromagnetische Störungen ist stark. Die Glasfaserkommunikation ist zum Schwerpunkt der Entwicklung von Kommunikationssystemen geworden. Luft- und weltraumgestützte Laserkommunikationssysteme und Unterwasser-Laserkommunikationssysteme werden ebenfalls erforscht und entwickelt.
- Starke Lasertechnologie. Taktische Laserwaffen aus Hochleistungslasern können menschliche Augen blenden und Fotodetektoren wirkungslos machen. Der Einsatz hochenergetischer Laserstrahlen kann militärische Ziele wie Flugzeuge, Raketen und Satelliten zerstören. Taktische Laserwaffen für Blindheit und Luftabwehr nähern sich der Praxisphase. Strategische Laserwaffen für Anti-Satelliten- und Anti-Interkontinental-Raketen befinden sich noch in der Erprobungsphase.
- Lasersimulations-Trainingstechnologie. Verwenden Sie Lasersimulationsgeräte für militärisches Training und Kampfübungen, ohne Munition, Trainingssicherheit und realistische Effekte zu verbrauchen. Es wurde eine Vielzahl von Lasersimulations-Trainingssystemen entwickelt und hergestellt, die in Schießtraining und Kampfübungen verschiedener Waffen weit verbreitet sind. Darüber hinaus wurden wichtige Fortschritte in der Erforschung der Laserkernfusion erzielt, die Trennung von Laserisotopen ist in die Erprobungsphase eingetreten und der Laserzünder und das Lasergyroskop wurden in die Praxis umgesetzt.
Lasergerät
In der Laserschneidmaschine gibt es eine Vielzahl von Arbeitsprinzipien für die Markierung, das gleiche gilt für das Laserrohr. Jeder kennt die Bedeutung von Laserröhren in Lasergeräten. Lassen Sie uns nun die gängigste Art von Laserröhre beurteilen, die CO2-Laserröhre! Die Zusammensetzung der Laserröhre besteht aus Hartglas, daher ist es eine zerbrechliche und zerbrechliche Substanz. Wenn Sie die CO2-Laserröhre verstehen wollen, müssen Sie zuerst den Aufbau der Laserröhre verstehen. Als diese Art von Kohlendioxidlasern nehmen alle eine geschichtete Hülsenstruktur an, und die innerste Schicht ist eine Entladungsröhre.
Der Durchmesser der Kohlendioxid-Laserentladungsröhre ist jedoch größer als der der Laserröhre selbst. Die Dicke der Entladungsröhre ist proportional zu der durch die Größe des Flecks verursachten Beugungsreaktion. Auch die Länge der Röhre und die Ausgangsleistung der Entladungsröhre bilden einen Zusammenhang. Ebenso kann dies dem Kunden helfen zu analysieren, ob er eine stromsparende oder eine feinere möchte, denn bei der Auswahl einer Laserröhre kann man sich die Dicke und Länge der Entladungsröhre in der Laserröhre genau ansehen. Kann die Qualität der Laserröhre leicht verstehen.
Da die Laserröhre während des Betriebs der Laserschneidmaschine viel Wärme erzeugt, die den normalen Betrieb der Schneidmaschine beeinträchtigt, ist ein spezieller Wasserkühler erforderlich, um die Laserröhre zu kühlen, um sicherzustellen, dass die Laserschneidmaschine normal arbeitet konstante Temperatur. Der 200W Laser sollte CW-6200 mit einer Kühlleistung von 5,5KW sein; der 650W Laser sollte CW-7800 mit einer Kühlleistung von 23KW sein.
Entwicklungstrend
- Hochgeschwindigkeits- und Hochpräzisions-Laserschneidmaschine Durch die Verbesserung des Hochleistungs-Laserstrahlmodus und den Einsatz eines 32-Bit-Mikrocomputers schafft sie günstige Bedingungen für die Hochgeschwindigkeits- und Hochpräzisions-Laserschneidanlagen.
- Großflächig Laserschneidmaschinen zum Schneiden von dicken Blechen und großformatigen Werkstücken. Mit der Zunahme der verfügbaren Laserleistung für das Laserschneiden entwickelt sich das Laserschneiden von der Blechbearbeitung von leichten industriellen Dünnblechen hin zum schweren industriellen Dickblechschneiden.
- Dreidimensionale mehrachsige CNC-Laserschneidmaschine, um die Bedürfnisse der Automobil-, Luftfahrt- und anderen Industrien zum Schneiden dreidimensionaler Werkstücke zu erfüllen, wurden verschiedene fünfachsige oder sechsachsige dreidimensionale Laserschneidmaschinen entwickelt, mit die Anzahl der CNC-Achsen erreicht neun Achsen, schnelle Verarbeitungsgeschwindigkeit und hohe Präzision. In den Automobilproduktionslinien fortgeschrittener Länder nimmt die Anwendung von Laserschneidrobotern zu. Die 3D-Laserschneidmaschine entwickelt sich in Richtung hoher Effizienz, hoher Präzision, Multifunktionalität und hoher Anpassungsfähigkeit und ihr Anwendungsspektrum wird immer breiter.
- Automatisierung und unbemannte Laserschneidanlage Um die Produktivität zu verbessern und Arbeit zu sparen, entwickelt sich das Laserschneiden in Richtung Laserschneidanlage (FMC) und unbemannter und automatisierter Richtung. Die Entwicklung dieses Einheitsautomatisierungssystems muss sich auf die automatische Steuerung von Bargeld, Netzwerksteuerungstechnologie und Hilfsmanagementsystemtechnologie für die Computerproduktion stützen. Dem Markt im Ausland stehen verschiedene Laserschneidanlagen zur Verfügung, und im Werk läuft eine unbemannte Schneidfertigungslinie bestehend aus 6 großen Laserschneidmaschinen als Kern.
- Kompakte und kombinierte integrierte CNC-Laserschneidmaschine. Mit der erwähnten Schrumpfung und Leistungssteigerung des Lasers sowie der kontinuierlichen Verbesserung der Hilfsgeräte sind der Laser, die Stromversorgung, der Host, das Steuerungssystem und die Kühlwasserzirkulationsvorrichtung erschienen. Kombinieren Sie sie zu einer kompletten kompakten Laserschneidmaschine mit geringem Platzbedarf und vollständigen Funktionen. Darüber hinaus wird die Laserschneidtechnologie mit Laserbearbeitungstechniken wie Laserschweißen und Laseroberflächenhärten kombiniert, um eine Maschine mit mehreren Einsatzmöglichkeiten zu entwickeln und die Auslastung der Geräte weiter zu erhöhen.
Betriebsdetails
Wenn die Laserschneidmaschine verbessert wird, ist es sehr gefährlich, wenn sie ausfällt. Anfänger müssen von Fachleuten geschult werden, um selbstständig zu arbeiten. Aus Erfahrungswerten sind 13 Details zum sicheren Arbeiten der Laserschneidmaschine zusammengefasst:
- Beachten Sie die allgemeinen Sicherheitsvorschriften für Schneidemaschinen. Starten Sie den Laser streng nach dem Laserstartverfahren.
- Die Bediener müssen geschult sein, mit dem Aufbau und der Leistung der Geräte vertraut sein und die Kenntnisse des Betriebssystems beherrschen.
- Vorschriftsmäßige Arbeitsschutzausrüstung tragen und in der Nähe des Laserstrahls eine den Vorschriften entsprechende Schutzbrille tragen.
- Verarbeiten Sie ein Material nicht, bevor nicht klar ist, ob es bestrahlt oder mit Laser erhitzt werden kann, um mögliche Gefahren durch Rauch und Dampf zu vermeiden.
- Bei Inbetriebnahme der Anlage darf der Bediener den Posten nicht verlassen oder unbefugt betreut werden. Wenn das Verlassen erforderlich ist, sollte der Bediener die Maschine anhalten oder den Netzschalter ausschalten.
- Halten Sie den Feuerlöscher griffbereit; Schalten Sie den Laser oder den Verschluss aus, wenn Sie nicht arbeiten; Legen Sie kein Papier, Tuch oder andere brennbare Materialien in die Nähe des ungeschützten Laserstrahls.
- Wenn während der Verarbeitung eine Anomalie festgestellt wird, sollte die Maschine sofort abgeschaltet und der Fehler sollte beseitigt oder dem Vorgesetzten gemeldet werden.
- Halten Sie den Laser, das Bett und die Umgebung sauber, ordentlich und frei von Ölverschmutzung und stapeln Sie die Werkstücke, Platten und Abfallmaterialien nach Bedarf.
- Vermeiden Sie bei der Verwendung von Gasflaschen, die Schweißdrähte zu quetschen, um Leckagen zu vermeiden. Die Verwendung und der Transport von Gasflaschen müssen den Vorschriften zur Überwachung von Gasflaschen entsprechen. Es ist verboten, Gasflaschen in der Sonne oder in der Nähe von Wärmequellen zu explodieren. Beim Öffnen des Flaschenventils muss der Bediener seitlich an der Flaschenmündung stehen.
- Beachten Sie bei der Reparatur die Hochspannungs-Sicherheitsvorschriften. Alle 40 Betriebsstunden oder wöchentliche Wartung, alle 1.000 Betriebsstunden oder alle sechs Monate muss die Wartung gemäß den Vorschriften und Verfahren durchgeführt werden.
- Nachdem Sie die Maschine eingeschaltet haben, starten Sie die Maschine manuell in X- und Y-Richtung mit niedriger Geschwindigkeit und prüfen Sie, ob es irgendwelche Anomalien gibt.
- Nachdem Sie das neue Teileprogramm eingegeben haben, führen Sie es zunächst probeweise durch und überprüfen Sie seine Funktion.
- Achten Sie beim Arbeiten darauf, den Betrieb der Werkzeugmaschine zu beobachten, um Unfälle durch das Verlassen des effektiven Hubbereichs der Schneidmaschine oder zwei Kollisionen zu vermeiden.
Die Polarisationseigenschaften des Laserstrahls. Laser hat wie jede andere elektromagnetische Wellenübertragung auch zwei zueinander senkrechte elektrische und magnetische Vektoren, und beide sind orthogonal zur Laserübertragungsrichtung. Es wird allgemein angenommen, dass die Richtung des elektrischen Vektors die Polarisationsrichtung des Strahls ist. Die Polarisationseigenschaften des Strahls beeinflussen die Absorption der Strahlenergie durch das Material. Schneiden parallel zur Polarisationsrichtung des Strahls führt zu einem schmalen Schnitt mit glatten und geraden Kanten. Bei einem Winkel zwischen Schnittrichtung und Polarisationsebene nimmt die Energieaufnahme ab und die Schnittgeschwindigkeit verlangsamt sich. Der Schnitt wird breiter und die Kanten werden rau und nicht rechtwinklig zur Materialoberfläche. Sobald die Schnittrichtung senkrecht zur Polarisationsrichtung ist, wird die Kante nicht rau, sondern die Schnittgeschwindigkeit wird langsamer und der Mund wird breiter? Die Schnittqualität wird deutlich reduziert.
Obwohl dies grundsätzlich erforderlich ist, ist es bei mehrachsiger Bewegung schwierig, die Schnittrichtung parallel zur Polarisationsrichtung zu halten. Um diese Instabilität zu überwinden, wird ein Phasenverzögerer bereitgestellt. Studien haben gezeigt, dass sich zirkular polarisiertes Licht am besten zum Schneiden von Metallen eignet. Die meisten Laser erzeugen polarisiertes Licht in einem Winkel von 45 Grad zur Vertikalen. Der Phasenverzögerer wandelt dieses linear polarisierte Licht in zirkular polarisiertes Licht um. Diese Methode ist effektiv zum Schneiden von Metall? Bei anderen Materialien wie Kunststoff und Holz funktioniert es jedoch nicht.
Auswahl der Hilfsgas- und Luftdruckeinstellung. Der typische Druckwert beim Schneiden von Plattenmaterialien mit hoher Geschwindigkeit beträgt 150-300 kpa? Das Schneiden von 12-dicken Eisenplatten erfordert normalerweise nur 40-60 kpa.
Schneidgeschwindigkeit. Bei zu geringer Geschwindigkeit strömt der fahnenförmige Mars-Teilchenstrahl direkt nach unten. Bei zu hoher Geschwindigkeit bildet der fahnenförmige Mars-Teilchenstrahl mit der Vertikalen einen spitzen Winkel und ist instabil. Die geeignete Geschwindigkeit ist, wenn der fahnenförmige Mars-Teilchenstrahl einen stumpfen Winkel mit der Vertikalen bildet.
Stellen Sie den Luftdruck ein. Der Hilfsgasdruck wird von einer CNC-Maschine gesteuert. Der richtige Weg ist, beim Kalibrieren des Luftdruckreglers den Automatikmodus zu wählen. Aktivieren Sie das Programm. Drücken Sie nach dem Aktivieren des Programms die Zyklustaste und folgen Sie den Anweisungen auf dem Bildschirm. Das Programm kalibriert automatisch das Luftdrucksystem.
Fünf Tipps für die Verwendung von Faserlaserschneidmaschinen
- Der Dual-Focus-Laserschneidkopf ist ein anfälliges Element der Laserschneidmaschine. Bei längerem Gebrauch wird der Laserschneidkopf beschädigt.
- Überprüfen Sie alle sechs Monate die Geradheit der Faserlaserschneidmaschinenbahn und die Vertikalität der Maschine, und wenn sich herausstellt, dass sie anormal ist, wird sie rechtzeitig gewartet und ausgetestet. Geschieht dies nicht, ist die Schnittwirkung möglicherweise nicht so gut, der Fehler nimmt zu und die Schnittqualität wird beeinträchtigt. Dies hat oberste Priorität und muss durchgeführt werden.
- Verwenden Sie einmal pro Woche einen Staubsauger, um Staub und Schmutz von der Maschine zu entfernen. Alle Schaltschränke sollten geschlossen und staubdicht sein.
- Kontrollieren Sie regelmäßig das Stahlband der Faserlaserschneidmaschine, um sicherzustellen, dass es straff ist. Andernfalls, wenn während der Operation etwas schief geht, können Personen verletzt oder sogar tödlich verunglückt werden. Der Stahlgürtel sieht aus wie eine Kleinigkeit, aber das Problem ist immer noch ein bisschen ernst.
- Die Führungsschienen der Faserlaserschneidmaschine sollten regelmäßig gereinigt werden, um Staub und andere Ablagerungen zu entfernen, um sicherzustellen, dass die Ausrüstung normal ist. Die Zahnstange sollte häufig abgewischt und geschmiert werden, um eine Schmierung ohne Schmutz zu gewährleisten. Die Führungsschienen sollten häufig gereinigt und geschmiert werden, und auch der Motor sollte häufig gereinigt und geschmiert werden. Die Maschine kann sich besser bewegen und genauer schneiden, und die Qualität der geschnittenen Produkte wird verbessert. .
Vorteile der Faserlaserschneidmaschine
- Hohe Präzision: Geeignet zum Schneiden von Präzisionsteilen und Feinschneiden verschiedener Handwerkskunst und Gemälde.
- Schnelle Geschwindigkeit: mehr als 100-mal höher als beim Drahtschneiden.
- Die Wärmeeinflusszone ist klein und nicht leicht zu verformen. Die Schnittnaht ist glatt und schön, ohne Nachbearbeitung.
- Hohe Kostenleistung: Der Preis beträgt nur 1/3 der CO2-Laserschneidmaschine derselben Leistung und 2/5 der CNC-Stanze derselben Leistung.
- Die Nutzungskosten sind sehr niedrig: nur 1/8 ~ 1/10 einer ähnlichen CO2-Laserschneidmaschine, die Stundenkosten betragen nur etwa 18 Yuan und die Stundenkosten der CO2-Laserschneidmaschine betragen etwa 150-180 Yuan.
- Die Folgewartungskosten sind sehr gering: nur 1/10~1/15 der gleichen Art von CO2-Laserschneidmaschine und 1/3~1/4 der entsprechenden CNC-Stanzmaschine.
- Stabile Leistung, um eine kontinuierliche Produktion zu gewährleisten. Der Festkörper-YAG-Laser ist eines der stabilsten und ausgereiftesten Produkte im Laserbereich.
Im Vergleich zur CNC-Stanzmaschine hat die Verbesserung der Laserschneidmaschine die folgenden Vorteile:
- Es kann die Verarbeitung verschiedener komplexer Strukturen abschließen, solange ein beliebiges Bild auf dem Computer gezeichnet werden kann, kann die Maschine die Verarbeitung abschließen.
- Das Werkzeug muss nicht geöffnet werden, nur die Zeichnung am Computer erstellen und das Produkt kann sofort freigegeben werden, wodurch schnell neue Produkte entwickelt und Kosten gespart werden können.
- Die Schneidemaschine verfügt über ein automatisches Nachführsystem, so dass sie sowohl das ebene Schneiden als auch das Schneiden verschiedener unebener Oberflächen durchführen kann.
- Der komplexe Prozess erfordert, dass die CNC-Stanzmaschine schwer fertigzustellen ist und das Laserschneiden dies kann.
- Die Oberfläche ist sehr glatt und die Produktqualität ist sehr hoch, was für CNC-Stanzmaschinen schwierig ist.
- Die geformte Box (mit einer Dicke von 0,5 Metern) muss mit Löchern und Rillen bearbeitet werden, die nicht mit einer CNC-Stanzmaschine bearbeitet werden können, aber eine CNC-Metalllaserschneidmaschine kann dies lösen.
Maschinenwartung
Der Preis für die Verbesserung der Laserschneidmaschine ist nicht niedrig und liegt zwischen 30.000 USD und 200.000 USD. Daher die Lebensdauer der Laserschneidmaschine so lange wie möglich verlängern, um Produktionskosten besser einzusparen und größere Vorteile zu erzielen. Dies zeigt, dass die tägliche Wartung und Instandhaltung der Laserschneidmaschine sehr wichtig ist. Im Folgenden wird hauptsächlich aus sechs Aspekten erklärt:
- Austausch des Umlaufwassers und Reinigung des Wassertanks: Stellen Sie sicher, dass die Laserröhre vor Inbetriebnahme der Maschine mit Umlaufwasser gefüllt ist. Qualität und Temperatur des zirkulierenden Wassers wirken sich direkt auf die Lebensdauer der Laserröhre aus. Daher ist es notwendig, das zirkulierende Wasser regelmäßig zu ersetzen und den Wassertank zu reinigen. Dies geschieht am besten einmal pro Woche.
- Lüfterreinigung: Bei längerer Verwendung des Lüfters in der Maschine sammelt sich viel fester Staub im Lüfter an, wodurch der Lüfter viel Lärm erzeugt und der Absaugung und Desodorierung nicht förderlich ist. Wenn die Saugleistung des Ventilators unzureichend ist und der Rauch nicht gleichmäßig abgeführt wird, muss der Ventilator gereinigt werden.
- Reinigung der Linse: An der Maschine befinden sich einige Reflektoren und Fokussierlinsen. Das Laserlicht wird vom Laserkopf emittiert, nachdem es von diesen Linsen reflektiert und fokussiert wurde. Die Linse kann leicht mit Staub oder anderen Verunreinigungen verschmutzt werden, was zu Laserverlust oder Linsenschäden führt. Reinigen Sie die Linsen daher täglich. Achten Sie bei der Reinigung auf Folgendes: 1. Die Linse sollte vorsichtig abgewischt werden und die Oberflächenbeschichtung sollte nicht beschädigt werden; 2. Der Wischvorgang sollte vorsichtig gehandhabt werden, um ein Herunterfallen zu verhindern; 3. Achten Sie beim Installieren der Fokussierlinse darauf, dass die konkave Oberfläche unten bleibt.
- Führungsschienenreinigung: Führungsschienen und Linearwellen gehören zu den Kernkomponenten der Geräte und haben eine führende und tragende Funktion. Um die hohe Bearbeitungsgenauigkeit der Maschine zu gewährleisten, sind eine hohe Führungsgenauigkeit und eine gute Bewegungsstabilität der Führungsschienen und Geraden erforderlich. Während des Betriebs der Anlage werden aufgrund der großen Menge an korrosivem Staub und Rauch, der bei der Bearbeitung der bearbeiteten Teile entsteht, dieser Rauch und Staub lange Zeit auf der Oberfläche der Führungsschiene und der Linearwelle abgelagert, was einen großen Einfluss auf die Bearbeitungsgenauigkeit der Ausrüstung, und es bilden sich Korrosionsstellen an der Oberfläche der Linearachse der Führungsschiene, die die Lebensdauer der Ausrüstung verkürzen. Reinigen Sie daher die Maschinenführung halbjährlich. Schalten Sie die Maschine vor der Reinigung aus.
- Befestigung von Schrauben und Kupplungen: Nach längerer Betriebszeit des Bewegungssystems lösen sich die Schrauben und Kupplungen am Bewegungsanschluss, was die Stabilität der mechanischen Bewegung beeinträchtigt. Achten Sie daher beim Betrieb der Maschine auf die Getriebekomponenten. Es gibt keine anormalen Geräusche oder anormalen Phänomene, und das Problem sollte rechtzeitig bestätigt und behoben werden. Gleichzeitig sollte die Maschine die Schrauben nach einiger Zeit mit Werkzeugen einzeln anziehen. Die erste Festigung sollte etwa einen Monat nach Gebrauch des Gerätes erfolgen.
- Inspektion des Strahlengangs: Das Strahlengangsystem der Maschine wird durch die Reflexion des Spiegels und die Fokussierung des Fokussierspiegels vervollständigt. Es gibt kein Versatzproblem des Fokussierspiegels im Strahlengang, aber die drei Spiegel sind durch den mechanischen Teil fixiert und versetzt. Es besteht eine hohe Wahrscheinlichkeit, dass, obwohl unter normalen Umständen keine Abweichung auftritt, es dem Benutzer empfohlen wird, ob der optische Weg vor jeder Arbeit normal ist.
Jede Woche müssen Sie die Schmierölfüllung der X-Achsen-Führung und der Leitspindel, der Y-Achsen-Führung und der Leitspindel, der Z-Achsen-Führung und der Leitspindel-Schmierölfüllung überprüfen, um die Schmierung aller beweglichen Teile aufrechtzuerhalten und die X-, Y-, Z-Achsenführung und Leitspindel. Lebensdauer. B. Kontrollieren Sie je nach Werkstattumgebung von Zeit zu Zeit (mindestens einmal im Monat) die Verschmutzung des Reflektors und der Fokussierlinse und reinigen Sie die optischen Linsen rechtzeitig, um ihre Lebensdauer zu gewährleisten (siehe Wartung der optischen Linsen für Einzelheiten)
Reinigen Sie regelmäßig den Schmutz, der die Belüftungsöffnung passiert, um die Belüftungswirkung zu gewährleisten.
Überprüfen Sie regelmäßig den Filter im Luftkreislauf, um Wasser und Schmutz im Filter rechtzeitig zu entfernen.
Kontrollieren Sie regelmäßig, ob die Fahrtschalterhalterung und die Schrauben der Schließbügelhalterung locker sind.
Reinigen Sie den Staub auf dem Lüfterfilter des Elektroschaltschranks rechtzeitig, um eine gute Belüftung zu gewährleisten, um die Wärmeabfuhr der internen elektrischen Komponenten zu erleichtern.
Das Bett wird im Schutzhauthohlraum der Führungsschiene rechtzeitig von Schmutz befreit, um eine Beschädigung der Führungsschiene zu vermeiden, wodurch die Lebensdauer der Führungsschiene verlängert wird.
Nachdem die Maschine installiert und für einen bestimmten Zeitraum verwendet wurde, sollte das Niveau der Maschine neu eingestellt werden, um die Schnittgenauigkeit der Maschine zu gewährleisten
Linsenreinigung
Während des Austauschprozesses müssen die Platzierung, Inspektion und Installation der optischen Linsen durchgeführt werden, um eine Beschädigung und Kontamination der Linsen zu vermeiden. Nachdem ein neues Objektiv installiert wurde, sollte es regelmäßig gereinigt werden.
Wenn der Laser das Material schneidet, setzt die Arbeitsfläche eine große Menge Gas und Spritzer frei, die die Linse beschädigen. Wenn Verunreinigungen auf die Oberfläche der Linse fallen, absorbiert sie Energie aus dem Laserstrahl und verursacht einen thermischen Linseneffekt. Wenn die Linse noch keine thermische Spannung gebildet hat, kann der Bediener sie entfernen und reinigen.
Während der Montage und Reinigung der Linse erhöhen klebrige Gegenstände oder sogar Öltröpfchen, die auf die Nägel gedruckt werden, die Absorptionsrate der Linse und verringern die Lebensdauer. Daher sind folgende Vorsichtsmaßnahmen zu treffen:
- Installieren Sie das Objektiv niemals mit bloßen Fingern. Tragen Sie Fingerlinge oder Gummihandschuhe.
- Verwenden Sie keine scharfen Instrumente, um Kratzer auf der Linsenoberfläche zu vermeiden.
- Berühren Sie beim Aufnehmen des Objektivs nicht den Film, sondern halten Sie den Rand des Objektivs fest.
- Die Linse sollte zum Testen und Reinigen an einem trockenen und sauberen Ort aufbewahrt werden. Eine gute Werkbank sollte mehrere Lagen Reinigungspapiertücher und mehrere Lagen Linsenreinigungstuch auf der Oberfläche haben.
- Der Benutzer sollte vermeiden, über die Linse zu sprechen und Lebensmittel, Getränke und andere potenzielle Schadstoffe von der Arbeitsumgebung fernzuhalten.
Beim Reinigen der Linse sollte ein Verfahren mit relativ geringem Risiko angewendet werden. Zu diesem Zweck sind die folgenden Schritte eingerichtet, die Benutzer verwenden sollten. Verwenden Sie zunächst einen Blasballon, um den Schwimmer auf der Oberfläche des Originals abzublasen, insbesondere die Linse mit winzigen Partikeln und Flocken auf der Oberfläche. Dieser Schritt ist notwendig. Verwenden Sie jedoch keine Druckluft in der Produktionslinie, da diese Luft Ölnebel und Wassertröpfchen enthält, die die Verschmutzung der Linse verstärken. Im zweiten Schritt wird die Linse mit analytisch reinem Aceton leicht gereinigt. Diese Acetonsorte ist fast wasserfrei, was die Möglichkeit einer Linsenkontamination verringert.
Der Wattebausch muss in Aceton getaucht und die Linse unter Licht gereinigt und in kreisenden Bewegungen bewegt werden. Wenn das Wattestäbchen verschmutzt ist, muss es ersetzt werden. Die Reinigung sollte auf einmal erfolgen, um die Bildung von Spalten zu vermeiden. Wenn die Linse zwei beschichtete Oberflächen hat, wie beispielsweise eine Linse, muss jede Oberfläche auf diese Weise gereinigt werden. Die erste Seite muss zum Schutz auf eine Schicht sauberes Linsenpapier gelegt werden.
Wenn Aceton nicht den gesamten Schmutz entfernen kann, verwenden Sie als nächstes sauren Essig, um ihn zu reinigen. Die Reinigung mit saurem Essig verwendet die Auflösung von Schmutz, um Schmutz zu entfernen, aber die optische Linse wird dadurch nicht beschädigt. Dieser saure Essig kann eine experimentelle Qualität (verdünnt auf eine Stärke von 50%) oder weißer Essig mit 6% Essigsäure für den Haushaltsgebrauch sein. Das Reinigungsverfahren ist das gleiche wie bei Aceton. Verwenden Sie dann Aceton, um den sauren Essig zu entfernen und die Linse zu trocknen. Zu diesem Zeitpunkt sollten die Wattebäusche häufig gewechselt werden, um die Säure und Feuchtigkeit vollständig aufzunehmen. Bis es gereinigt ist.
Improving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting Machine
Wenn Verunreinigungen und Linsenschäden durch Reinigung nicht entfernt werden können, insbesondere wenn der Film durch Metallspritzer und Schmutz verbrannt wurde, kann die gute Leistung nur durch Austauschen der Linse wiederhergestellt werden.