Blog
Allgemeines Wissen über Laserschweißen

Geschätzte Lesezeit: 27 Protokoll
Über das Laserschweißen ist ein effizientes und präzises Schweißverfahren, das einen Laserstrahl mit hoher Energiedichte als Wärmequelle zum Schweißen verwendet. Mit der rasanten Entwicklung von Wissenschaft und Technik und der ständigen Entwicklung neuer Materialien werden die Leistungsanforderungen an Schweißkonstruktionen immer höher. Über das Laserschweißen hat sich durch seine Vorteile der hohen Energiedichte, der tiefen Eindringtiefe, der hohen Präzision und der starken Anpassungsfähigkeit Aufmerksamkeit erregt. Beim Schweißen einiger spezieller Materialien und Strukturen spielt das Laserschweißen eine sehr wichtige Rolle. Dieses Schweißverfahren wird in High-Tech-Bereichen wie Luft- und Raumfahrt, Elektronik, Automobilbau, Kernkraft usw. angewendet und hat in den Industrieländern zunehmende Aufmerksamkeit erfahren.
Laser ist eine Art monochromatischer, starker Richtwirkung und heller Lichtstrahl, der durch die Verwendung stimulierter Strahlung erzeugt wird, um das Prinzip der Lichtverstärkung zu verwirklichen. Nach Fokussierung durch eine Linse oder einen Spiegel ein Energiestrahl mit einem Durchmesser von weniger als 0,01 mm und einer Leistungsdichte von bis zu 1012W/m2 erhalten werden, die als Wärmequelle zum Schweißen, Schneiden und Oberflächenplattieren von Materialien verwendet werden können.
Prinzip und Einteilung des Laserschweißens
Prinzip des Laserschweißens
Laserschweißen ist ein Schweißverfahren, das Laserenergie (sichtbares Licht oder ultraviolettes Licht) als Wärmequelle verwendet, um Werkstücke zu schmelzen und zu verbinden. Laserschweißen kann nicht nur erreicht werden, weil der Laser selbst eine extrem hohe Energie hat, sondern noch wichtiger, weil die Laserenergie an einem Punkt stark fokussiert ist, was seine Energiedichte sehr groß macht.
Beim Laserschweißen bestrahlt der Laser die Oberfläche des zu schweißenden Materials und wirkt auf diese ein. Ein Teil davon wird reflektiert, ein Teil wird absorbiert und dringt in das Material ein. Bei undurchsichtigen Materialien wird das durchgelassene Licht absorbiert und der lineare Absorptionskoeffizient von Metall beträgt 107~108m-1. Bei Metallen wird der Laser in einer Dicke von 0,01-0 absorbiert. 1 m auf der Metalloberfläche und wird in Wärmeenergie umgewandelt, wodurch die Temperatur der Metalloberfläche stark ansteigt und dann auf das Innere des Metalls übertragen wird.
Das Funktionsprinzip von CO2 Laser ist in Abbildung 3.1 dargestellt. Die Optik aus Spiegel und Linse fokussiert und überträgt den Laser auf das zu schweißende Werkstück. Die meisten Laserschweißungen werden computergesteuert durchgeführt. Das zu schweißende Werkstück kann von einer eindimensionalen oder dreidimensionalen computergesteuerten Plattform (zB einer CNC-Werkzeugmaschine) bewegt werden; das werkstück kann auch fixiert werden und der schweißvorgang kann durch die positionierung des laserstrahls abgeschlossen werden.

Das Prinzip des Laserschweißens besteht darin, dass Photonen die Metalloberfläche beschießen, um einen Dampf zu bilden, und das verdampfte Metall kann verhindern, dass die verbleibende Energie vom Metall reflektiert wird. Wenn das Schweißgut eine gute Wärmeleitfähigkeit hat, erhält es eine größere Eindringtiefe. Reflexion, Transmission und Absorption von Laserlicht an der Materialoberfläche sind im Wesentlichen das Ergebnis der Wechselwirkung zwischen dem elektromagnetischen Feld der Lichtwellen und dem Material. Wenn die Laserlichtwelle in das Material eindringt, vibrieren die geladenen Teilchen im Material entsprechend der Stufe des elektrischen Lichtwellenvektors. Die Strahlungsenergie des Photons wird zur kinetischen Energie des Elektrons. Nachdem eine Substanz das Laserlicht absorbiert hat, erzeugt sie zunächst überschüssige Energie bestimmter Teilchen, wie die kinetische Energie freier Elektronen, die Anregungsenergie gebundener Elektronen oder überschüssige Phononen. Diese ursprünglichen Anregungsenergien werden nach einem bestimmten Vorgang in Wärmeenergie umgewandelt.
Abgesehen davon, dass sie wie andere Lichtquellen eine elektromagnetische Welle sind, haben Laser auch Eigenschaften, die andere Lichtquellen nicht besitzen, wie beispielsweise hohe Richtwirkung, hohe Helligkeit (Photonenintensität), hohe Monochromatizität und hohe Kohärenz. Beim Laserschweißen ist die Umwandlung der vom Material absorbierten Lichtenergie in Wärmeenergie in sehr kurzer Zeit (ca-9S). Während dieser Zeit wird die Wärmeenergie nur auf den laserbestrahlten Bereich des Materials begrenzt und dann durch Wärmeleitung die Wärme vom Hochtemperaturbereich in den Niedertemperaturbereich übertragen.
Die Absorption von Laserlicht durch Metall hängt hauptsächlich von Faktoren wie Laserwellenlänge, Materialeigenschaften, Temperatur, Oberflächenbeschaffenheit und Laserleistungsdichte ab. Im Allgemeinen nimmt die Absorptionsrate von Metall zum Laser mit steigender Temperatur und mit steigendem spezifischen Widerstand zu.
Laser, die zum Laserschweißen verwendet werden, umfassen CO2 Laser, YAG-Laser, Halbleiterlaser und Faserlaser. Im Schweißbereich werden hauptsächlich folgende Laser eingesetzt: YAG Festkörperlaser (Yttrium-Aluminium-Garnet mit Nd3+, kurz YAG); CO2 Gaslaser; Faserlaser.
Beim Laserschweißen bewegen sich Werkstück und Strahl relativ zueinander. Aufgrund der starken Triebkraft, die durch die heftige Verdampfung erzeugt wird, wird das geschmolzene Metall vor dem kleinen Loch um einen bestimmten Winkel beschleunigt und die oberflächennahe hinter dem kleinen Loch wird wie in Abbildung 3.2 gezeigt gebildet. Schmelzfluss (Hauptwirbel). Danach fällt die Temperatur des Flüssigmetalls hinter dem kleinen Loch aufgrund der Wärmeübertragung schnell ab und das Flüssigmetall verfestigt sich schnell, um eine kontinuierliche Schweißnaht zu bilden.

Klassifizierung des Laserschweißens
Je nach Einwirkung des Lasers auf das Werkstück und der abgegebenen Energie des Lasers kann man in kontinuierliches Laserschweißen und gepulstes Laserschweißen einteilen. Kontinuierliches Laserschweißen bildet während des Schweißprozesses eine kontinuierliche Schweißnaht. Der Energieeintrag in das Werkstück beim gepulsten Laserschweißen erfolgt intermittierend und gepulst und jeder Laserpuls bildet während des Schweißprozesses einen kreisförmigen Schweißpunkt.
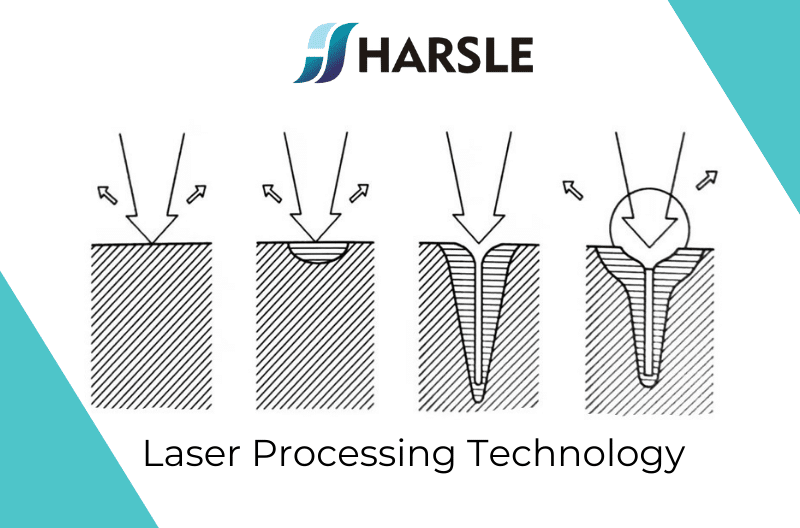
Es gibt zwei grundlegende Modi des Laserschweißens. Entsprechend der unterschiedlichen Leistungsdichte des Flecks auf dem Werkstück nach der Laserfokussierung wird das Laserschweißen im Allgemeinen in das Wärmeleitungsschweißen (Leistungsdichte kleiner 105W/cm2) und Tiefschweißen (auch Kleinlochschweißen genannt, Leistung Die Dichte ist größer als 106W/cm2).
Laserthermisches Schweißen (Wärmeübertragungsschweißen)
Bei geringerer Laserleistungsdichte und längerer Laserbestrahlungszeit schmilzt das Material allmählich von der Oberflächenschicht ab. Mit der zugeführten Energie und Wärmeleitung wandert die Flüssig-Fest-Grenzfläche ins Materialinnere und schließlich wird der Schweißprozess, ähnlich wie bei der Wolframelektrode, realisiert. Beim Argon-Lichtbogenschweißen (WIG) nimmt die Oberfläche des Materials die Laserenergie auf, leitet sie durch Wärmeleitung nach innen ab und schmilzt sie auf und bildet nach dem Erstarren eine Lötstelle oder Schweißnaht.
Bild 3.3 zeigt eine schematische Darstellung des Schmelzprozesses beim Laserwärmeleitungsschweißen. Wenn die Leistungsdichte des Laserspots weniger als 10 . beträgt5W/cm2heizt der Laser die Metalloberfläche zwischen Schmelzpunkt und Siedepunkt auf. Beim Schweißen wandelt die Oberfläche des Metallmaterials die absorbierte Lichtenergie in Wärmeenergie um, so dass die Temperatur der Metalloberfläche ansteigt und schmilzt, und dann wird die Wärmeenergie durch Wärmeleitung in das Innere des Metalls übertragen, so dass das Schmelzen Zone dehnt sich allmählich aus und die Lötverbindung oder Schweißnaht wird nach dem Erstarren gebildet. Daher wird das Wärmeleitschweißen auch als Wärmeübertragungsschweißen bezeichnet.

1-Laser Ost 2-Grundmaterial 3-fach Pool 4-Schweißkette
Beim Laser-Wärmeleitungsschweißen verändert die durch die Lasererwärmung verursachte Temperaturänderung die Oberflächenspannung des Schmelzbades, wodurch eine größere Rührkraft im Schmelzbad erzeugt wird, so dass das flüssige Metall im Schmelzbad in eine bestimmte Richtung fließt . Da es beim Laser-Wärmeleitungsschweißen keinen Dampfdruck, nichtlinearen Effekt und Pinhole-Effekt gibt, ist die Eindringtiefe im Allgemeinen gering. Der Vergleich zwischen Laser-Wärmeleitschweißen und tiefem Einschweißen Schweißen ist in Abbildung 3.4 dargestellt.

Beim Laser-Wärmeleitschweißen überschreitet die Oberflächentemperatur des Werkstücks den Siedepunkt des Materials nicht. Die vom Werkstück aufgenommene Lichtenergie wird in Wärmeenergie umgewandelt und anschließend das Werkstück durch Wärmeleitung aufgeschmolzen. Die Form des Schmelzbades ist ungefähr halbkugelförmig. Kennzeichnend für das Wärmeleitungsschweißen ist, dass die Leistungsdichte des Laserspots klein ist, ein Großteil des Lasers von der Metalloberfläche reflektiert wird, die Absorptionsrate des Lasers gering ist, die Schweißtiefe gering ist, die Lötstelle ist klein und die Wärmeeinflusszone ist klein, so dass die Schweißverformung klein und die Genauigkeit hoch ist. Die Schweißqualität ist ebenfalls sehr gut, aber die Schweißgeschwindigkeit ist langsam. Das Wärmeleitungsschweißen wird hauptsächlich zum Präzisionsschweißen von dünnen Blechen (Dicke δ<1mm) und kleinen Werkstücken wie Instrumenten, Batteriegehäusen, elektronischen Bauteilen usw. verwendet.
Ob das Laserschweißen durch Wärmeleitungsschweißen erfolgt, hängt von den Prozessparametern des Laserschweißens ab. Im Wesentlichen, wenn die Leistungsdichte des Laserspots weniger als 10 . beträgt5W/cm2, wird die Materialoberfläche zwischen Schmelzpunkt und Siedepunkt erhitzt, um sicherzustellen, dass das Material ohne Verdampfung vollständig aufgeschmolzen wird und die Schweißqualität einfach gewährleistet werden kann.
Laser-Tiefschweißen (Kleinlochschweißen)
Das Schweißen kleiner Löcher ähnelt dem Elektronenstrahlschweißen. Der Laserstrahl mit hoher Leistungsdichte lässt das Material lokal schmelzen und kleine Löcher bilden. Der Laserstrahl dringt durch die kleinen Löcher in das Schmelzbad ein und bildet mit der Bewegung des Laserstrahls eine durchgehende Schweißnaht. Wenn die Punktleistungsdichte hoch ist, durchdringen die erzeugten kleinen Löcher die gesamte Plattendicke, um tiefe Durchschweißungen (oder Lötverbindungen) zu bilden. Beim kontinuierlichen Laserschweißen bewegt sich das kleine Loch entlang der Schweißrichtung mit dem Strahl relativ zum Werkstück. Das Metall schmilzt vor dem kleinen Loch und nachdem das abgeschiedene Metall das kleine Loch nach hinten umströmt hat, erstarrt es wieder zu einer Schweißnaht.
Der Laserstrahl beim Tiefschweißen kann tief in die Schweißnaht eindringen und so eine Schweißnaht mit relativ großer Tiefe und Breite bilden. Wenn die Laserleistungsdichte groß genug und das Material relativ dünn ist, durchdringt das beim Laserschweißen gebildete kleine Loch die gesamte Plattendicke und die Rückseite kann einen Teil des Lasers aufnehmen. Dieses Verfahren kann auch als Dünnplatten-Laser-Pinhole-Effekt-Schweißen bezeichnet werden.
Abbildung 3.5 zeigt das Erwärmungsphänomen von Laserstrahlen mit unterschiedlichen Leistungsdichten. Das kleine Loch ist von geschmolzenem Metall umgeben. Die Schwerkraft und Oberflächenspannung des geschmolzenen Metalls neigt dazu, das kleine Loch zu überbrücken, während der kontinuierliche Metalldampf versucht, das kleine Loch aufrechtzuerhalten. Mit der Bewegung des Laserstrahls bewegt sich das kleine Loch mit dem Licht, aber seine Form und Größe sind stabil.
Vor dem kleinen Loch wird eine schräge Ablationsfront gebildet. In diesem Bereich gibt es einen Druckgradienten und einen Temperaturgradienten um das kleine Loch herum. Unter der Wirkung des Druckgradienten fließt das gesinterte Material entlang des Umfangs des kleinen Lochs von vorne nach hinten. Der Temperaturgradient bedeutet, dass eine kleine Oberflächenspannung um das kleine Loch herum aufgebaut wird, was das geschmolzene Material weiter antreibt, um das kleine Loch von vorne nach hinten zu fließen und schließlich hinter dem kleinen Loch zu einer Schweißnaht erstarrt.
Was die Absorption von Laserlicht durch metallische Materialien betrifft, ist das Auftreten kleiner Löcher eine Trennlinie. Vor dem Auftreten von kleinen Löchern ändert sich die Absorptionsrate von Laserlicht nur langsam mit der Erhöhung der Oberflächentemperatur, egal ob die Oberfläche des Materials in einer festen Phase oder in einer flüssigen Phase ist. Sobald das Material verdampft und Plasma und kleine Löcher bildet, ändert sich die Absorptionsrate des Materials des Lasers schlagartig, und seine Absorptionsrate hängt fast nicht mehr von der Laserwellenlänge, den Metalleigenschaften und dem Materialoberflächenzustand ab, sondern hängt hauptsächlich ab von die Plasma- und Laserfaktoren wie Wechselwirkung und Kleinlocheffekt.

1-Plasmawolke 2-Schmelzmaterial 3-Schlüsselloch 4-Eindringtiefe
Die Absorptionsrate des Lasers ändert sich plötzlich und seine Absorptionsrate stimmt fast nicht mehr mit der Laserwellenlänge, den Metalleigenschaften und der Oberflächenform des Materials überein. Der Zustand hängt zusammen und hängt hauptsächlich von Faktoren wie der Wechselwirkung zwischen Plasma und Laser und dem Pinhole-Effekt ab.
Abbildung 3.6 zeigt die tatsächliche Messung der Reflektivität der Werkstückoberfläche zum Laser während des Laserschweißprozesses in Abhängigkeit von der Laserleistungsdichte. Wenn die Laserleistungsdichte größer ist als die Verdampfungsschwelle (106W/cm2) fällt die Reflektivität R durch die Erzeugung kleiner Löcher plötzlich auf einen sehr niedrigen Wert ab und die Absorptionsrate des Materials des Lasers steigt stark an.

Der kleine Locheffekt
Das Laser-Tiefschweißen wird auch als Laser-Schlüssellochschweißen bezeichnet, und sein wesentliches Merkmal ist das Laserschweißen mit Schlüssellocheffekt. Der Laserstrahl kann durch das kleine Loch in die tiefe Schicht des Materials strahlen, die Energieübertragung und -umwandlung in dem kleinen Loch abschließen, das Tiefschweißen realisieren und die tiefe und schmale Schweißnaht mit einem großen Aspektverhältnis erzielen.
Wenn die Leistungsdichte des Laserspots groß genug ist (>106W/cm2), wird die Metalloberfläche unter Einstrahlung des Laserstrahls schnell erhitzt und ihre Oberflächentemperatur steigt in kürzester Zeit (10 .) bis zum Siedepunkt an-8~10-6s), Um das Metall zu schmelzen und zu verdampfen. Der erzeugte Metalldampf verlässt das Schmelzbad mit einer bestimmten Geschwindigkeit, und der überströmende Dampf erzeugt einen zusätzlichen Druck auf das flüssige Metall, wodurch die Metalloberfläche des Schmelzbades nach unten sinkt und ein kleines Loch unter dem Laserfleck entsteht. Wenn der Laserstrahl den Boden des kleinen Lochs weiter erhitzt, drückt der entstehende Metalldampf einerseits das flüssige Metall am Boden des Lochs, um das kleine Loch weiter zu vertiefen, andererseits fliegt der Dampf aus dem Loch heraus Loch drückt das geschmolzene Metall an den Rand des Schmelzbades. Im flüssigen Metall bildet sich ein Langloch, wie in Abbildung 3.7 dargestellt.

Wenn der Rückstoßdruck des durch die Laserstrahlenergie erzeugten Metalldampfs mit der Oberflächenspannung und Schwerkraft des flüssigen Metalls ausgeglichen ist, vertieft sich das kleine Loch nicht weiter und bildet ein tiefes und stabiles kleines Loch zum Schweißen (Small-Loch-Effekt). .
Der bei der Entwicklung des Pinholes erzeugte Seitenwandfokussierungseffekt hat einen wichtigen Einfluss auf den Schweißprozess. Wenn das kleine Loch gebildet wird und der in das kleine Loch eintretende Laserstrahl mit der Seitenwand des kleinen Lochs wechselwirkt, wird ein Teil des Lichts von der Seitenwand absorbiert und der andere Teil des Lichtstrahls wird von der Seitenwandoberfläche reflektiert, um den Boden des kleinen Lochs und konvergiert wieder, wie in Abbildung 3.8 gezeigt.

Aufgrund des Seitenwand-Fokussierungseffekts wird der Laserstrahl mit einem bestimmten Divergenzwinkel das kleine Loch nicht wesentlich divergieren und das kleine Loch aufweiten, selbst wenn er in den tiefen Teil des Materials eintritt, sondern reflektiert und auf den Boden des kleinen Lochs fokussiert wird, um ein kleines aufrechtzuerhalten Spotgröße, wodurch das kleine Loch entsteht Die Tiefe nimmt weiter zu. Wenn der Laser einmal im kleinen Loch reflektiert und fokussiert wird, wird seine Energie um einen Teil reduziert, bis die Laserenergie auf einen bestimmten Wert abgeschwächt wird, die Tiefe des kleinen Lochs nicht mehr zunimmt und schließlich eine tiefe und schmale Schweißnaht entsteht erhalten.
Während des Schweißprozesses befindet sich die Seitenwand des kleinen Lochs immer in einem stark schwankenden Zustand, und die dünnere Schicht aus geschmolzenem Metall in der Vorderwand des kleinen Lochs fließt mit der Wandschwankung nach unten [Abbildung 3.9(a)]. Jegliche Unebenheiten an der Vorderwand des kleinen Lochs verdampfen aufgrund der Bestrahlung des Laserstrahls mit hoher Leistungsdichte stark, und der erzeugte Dampf wird zurückgesprüht, um auf das geschmolzene Metall an der Rückwand aufzuprallen, wodurch die Schwingung des Schmelzbad und Förderung des Erstarrungsprozesses des Schmelzbades. Der Überlauf von Gas.
Geben Sie Wolframpartikel mit einem Durchmesser von 0,1 bis 0,4 mm in das Schmelzbad, und der Fließzustand des Schmelzbades unter der Wirkung der kleinen Löcher kann durch Röntgenbestrahlung deutlich beobachtet werden, wie in Abbildung 3.9(b) gezeigt. Es gibt einen rotierenden Wirbelstrom im Schmelzbad und die Energie ist groß, was eine starke Rührkraft hat. Abbildung 3.8 Die Seitenwand des kleinen Lochs fällt mit einer Geschwindigkeit von etwa 0,4 m/s schnell auf die Vorderwand des kleinen Lochs. Wenn es den Boden des kleinen Lochs erreicht, wird durch den sich nach unten bewegenden Flüssigkeitsstrom hinter dem kleinen Loch ein Wirbel gebildet. Zu diesem Zeitpunkt beträgt die Wolfram-Bewegungsgeschwindigkeit der Partikel 0,2 bis 0,3 m/s, was viel schneller ist als bei normaler natürlicher Konvektion. Die Bewegung von Wolframpartikeln kann grundsätzlich den Fluss von flüssigem Metall im Schmelzbad darstellen. Die größeren Blasen, die am Boden des Schmelzbades erzeugt werden, sind nicht vollständig auf den Auftrieb angewiesen, um aus dem Schmelzbad abzufließen, sondern werden durch den flüssigen Metallstrom aus dem Schmelzbad befördert.
Der Dampf in den Schmelzporen setzt sich aus Hochtemperatur-Metalldampf und dem durch das Pulsieren der Poren angesaugten Schutzgas zusammen und wird teilweise zu einem geladenen Plasma ionisiert. Der Dampfstrom aus den kleinen Löchern ist schnell (nahe der Schallgeschwindigkeit) und chaotische Geräusche sind zu hören. Durch das starke Verdampfen des Metalls in den kleinen Löchern entsteht sogar ein Strahl. Diese unregelmäßige Verdampfung verursacht die schnelle Vibration des flüssigen Metalls und verursacht die Fluktuation der kleinen Löcher.

Eigenschaften des Laserschweißeindringzustands und der Schweißnahtbildung
Eigenschaften des Eindringzustands beim Laserschweißen
Die Eindringtiefe beim Laserschweißen bezeichnet die Dicke des Werkstücks, die während des Schweißprozesses vom Laser aufgeschmolzen wird. Im Allgemeinen wird die Tiefe des kleinen Lochs als Eindringtiefe angesehen, so dass das Eindringen des kleinen Lochs durch das Werkstück oft der Eindringtiefe entspricht. Tatsächlich kann es Situationen geben, in denen das kleine Loch das Werkstück nicht durchdringt, sondern das Werkstück durchgeschmolzen wurde, da eine bestimmte Dicke der Flüssigmetallschicht um das kleine Loch herum vorhanden ist. Durch die Analyse des Laserschweißprozesses und des Einbrandzustandes der Nahtrückseite kann festgestellt werden, dass das Lasertiefschweißen folgende Einbrandzustände aufweist, wie in Abbildung 3.10 dargestellt
Nicht durchgeschmolzen
Während des Schweißvorgangs ist das kleine Loch und das darunter befindliche flüssige Metall nicht in den Grundwerkstoff (Werkstück) eingedrungen, und auf der Rückseite des Werkstücks ist keine Spur des aufgeschmolzenen Metalls zu sehen (Bild 3.10(a)).

Nur Schweißbaddurchdringung
Während des Schweißprozesses befindet sich das kleine Loch nahe der unteren Oberfläche des Werkstücks, ist jedoch nicht in das Werkstück eingedrungen, und das flüssige Metall unter dem kleinen Loch dringt in die Rückseite des Werkstücks ein. Obwohl die Rückseite des Werkstücks geschmolzen ist, kann das geschmolzene flüssige Metall aufgrund der Oberflächenspannung kein breites Schmelzbad auf der Rückseite des Werkstücks bilden. Daher zeigt die Rückseite der Schweißnaht nach dem Erstarren eine schlanke kontinuierliche oder diskontinuierliche Pfahlhöhe. Obwohl auch dieser Zustand im Bereich der Durchschweißung liegt, ist die Durchschweißung der gesamten Schweißnaht aufgrund der geringen Breite der Rückseite unzuverlässig und instabil (Bild 3.10(b)), insbesondere wenn die Schweißnaht stumpfgeschweißt wird. Bei einer geringfügigen Abweichung erfolgt keine Verschmelzung.
Moderate Penetration (kleine Lochpenetration)
Beim Schweißvorgang dringt das kleine Loch gerade noch in das Werkstück ein. Zu diesem Zeitpunkt sprüht der Metalldampf im Inneren des kleinen Lochs unter das Werkstück, und sein Rückstoßdruck bewirkt, dass das flüssige Metall um das kleine Loch strömt, was zu einer erheblichen Zunahme der Breite der Rückseite des Schmelzbades führt entsteht nach dem Schweißen. Schweißnahtform mit gleichmäßiger und moderater Schweißbreite auf der Rückseite und grundsätzlich ohne Aufbau [Abbildung 3. 10(c)]
Überpenetration
Durch den zu hohen Wärmeeintrag während des Schweißprozesses dringt das kleine Loch nicht nur in das Werkstück ein, sondern der Durchmesser des kleinen Lochs und die Dicke der umgebenden Flüssigmetallschicht nehmen deutlich zu, was zu einem zu breiten Schmelzbad führt (deutlich größer) als das rückseitige Schmelzen in einem mäßigen Eindringzustand breit) und sogar ein Einbeulen der Schweißoberfläche usw. verursachen [Abbildung 3. 10(d)].
Unter den obigen vier Eindringungszuständen ist der mäßig gebackene Zustand (Eindringung mit kleinen Löchern) der ideale Eindringzustand, da das kleine Loch zu diesem Zeitpunkt in das Werkstück eindringt, um sicherzustellen, dass die Schweißnaht vollständig durchdrungen ist und das Schmelzbad nicht zu breit ist. Dies führt zu Dellen an der Oberfläche der Schweißnaht. Daher kann der Zustand einer mäßigen Eindringung (Eindringung kleiner Löcher) als Maßstab für die Erkennung und Kontrolle der Eindringung verwendet werden.
Die mikroskopische Analyse zeigte, dass nur der Schweißnahtabschnitt im Zustand der Durchdringung des Schmelzbades ein deutlicheres umgekehrtes Dreieck aufweist, während der Abschnitt der Schweißnaht im Zustand der mäßigen Durchdringung eine umgekehrte Trapez- oder Hyperbelform aufweist. Das heißt, der richtige Durchdringungszustand sollte dadurch ausgedrückt werden, dass die Vorder- und Rückseite der Schweißnaht sowohl geformt als auch flach, ohne Dellen und keine offensichtliche Florhöhe sind und eine bestimmte Rückseitenschmelzbreite aufweisen.
Merkmale der Nahtbildung beim Laserschweißen
Die Schweißnaht des Laserwärmeleitungsschweißens hat die Eigenschaften des konventionellen Schmelzschweißens (wie Lichtbogenschweißen, Schutzgasschweißen usw.). Die Ausbildung der Schweißnaht beim Laser-Tiefschweißen ist in Bild 3.11 dargestellt. Das Schmelzbad des Laserschweißens hat die Eigenschaft einer periodischen Änderung, der Grund ist der Selbstschwingungseffekt im Prozess der Laser- und Materialwechselwirkung. Die Frequenz dieser Selbstoszillation beträgt im Allgemeinen 100~10000Hz, die Amplitude der Temperaturschwankungen beträgt 100~500Hz und die Amplitude der Temperaturschwankungen beträgt 100-500K.

Aufgrund des Selbstoszillationseffekts unterliegen die kleinen Löcher und der Metallfluss im Schmelzbad periodischen Veränderungen. Die Bildung des kleinen Lochs ermöglicht es dem Laser, bis in die Tiefe des kleinen Lochs zu strahlen, verstärkt die Absorption der Laserenergie durch das Schmelzbad und erhöht die Tiefe des ursprünglichen kleinen Lochs weiter. Die Verdampfung des geschmolzenen Metalls ermöglicht, dass das kleine Loch aufrechterhalten wird, wodurch ein Seitenverhältnis Große kontinuierliche Schweißnähte gebildet werden.
Da der Wärmeeintrag beim Laser-Tiefschweißen 1/10~1/3 des Lichtbogenschweißens beträgt, ist der Erstarrungsprozess sehr schnell. Vor allem im unteren Teil der Schweißnaht, da sehr schmal und gute Wärmeabfuhrbedingungen, hat es eine schnelle Abkühlgeschwindigkeit, so dass sich im Inneren der Schweißnaht feine gleichgerichtete Kristalle bilden, und die Korngröße beträgt etwa 1/3 davon des Lichtbogenschweißens.
Beim Laserschweißen heißt es: „Solange man sieht, kann man schweißen.“ Das Laserschweißen kann in einer weit entfernten Station, durch ein Fenster oder im Inneren von dreidimensionalen Teilen durchgeführt werden, wo Elektroden oder Elektronenstrahlen nicht eindringen können. Wie beim Elektronenstrahlschweißen kann das Laserschweißen nur von einer Seite ausgeführt werden, sodass ein einseitiges Schweißen verwendet werden kann, um laminierte Teile miteinander zu verschweißen. Dieser Vorteil des Laserschweißens eröffnet einen neuen Weg für die Schweißnahtkonstruktion. Beim Laserschweißen wird nicht nur die Schweißqualität deutlich verbessert, auch die Produktivität ist höher als bei herkömmlichen Schweißverfahren.
Eigenschaften und Anwendungen des Laserschweißens
Merkmale des Laserschweißens
Laserschweißen ist ein Schmelzschweißverfahren, das einen Laserstrahl mit hoher Energiedichte als Wärmequelle verwendet. Beim Laserschweißen ist nicht nur die Produktivität höher als beim traditionellen Schweißverfahren, sondern auch die Schweißqualität wird deutlich verbessert. Im Vergleich zu allgemeinen Schweißverfahren weist das Laserschweißen folgende Eigenschaften auf.
- Der fokussierte Laser hat eine hohe Leistungsdichte (105~107W/cm2 oder höher) und eine schnelle Aufheizgeschwindigkeit, wodurch Tiefschweißen und Hochgeschwindigkeitsschweißen realisiert werden können. Aufgrund des kleinen Laserheizbereichs (der Spotdurchmesser beträgt weniger als 1 mm) liegt er auf dem gleichen Niveau. Unter den Bedingungen von Leistung und Schweißkonstruktionsdicke ist die schweißwärmebeeinflusste Zone klein und die Schweißspannung und -verformung sind gering.
- Astigmatismus kann emittiert und übertragen werden und mit sehr geringer Dämpfung eine beträchtliche Distanz im Raum zurücklegen. Es kann durch Biegen von Lichtwellenleitern, Prismen usw. übertragen und abgelenkt werden und ist leicht zu fokussieren. Es eignet sich besonders zum Fokussieren von Mikroteilen in kleinen, unzugänglichen oder weit entfernten Teilen. Abstand zu schweißen.
- Es gehört zum berührungslosen Schweißen, es wird keine Elektrode benötigt und es gibt keine Elektrodenverschmutzung oder -verschleiß. Ein Laser kann für unterschiedliche Bearbeitungen an mehreren Werkbänken verwendet werden. Sie kann zum Schweißen, aber auch zum Schneiden, Plattieren, Legieren und Oberflächenwärmebehandlungen usw. verwendet werden. Eine Maschine ist mehrfach verwendbar.
- Der Laserstrahl weist eine geringe Dämpfung in der Atmosphäre auf und kann transparente Objekte wie Glas durchdringen. Es eignet sich zum Schweißen hochgiftiger Materialien wie Berylliumlegierungen in einem geschlossenen Behälter aus Glas; der Laser wird nicht durch elektromagnetische Felder beeinflusst (Lichtbogenschweißen und Elektronenstrahlschweißen sind betroffen), kann die Schweißkonstruktion genau ausrichten; es gibt keinen Röntgenschutz und es ist kein Vakuumschutz erforderlich.
- Es kann Materialien schweißen, die mit herkömmlichen Schweißverfahren schwer zu schweißen sind, wie Metalle mit hohem Schmelzpunkt und nichtmetallische Materialien (wie Keramik, organisches Glas usw.). Auch wärmeempfindliche Materialien können lasergeschweißt werden. Nach dem Schweißen ist keine Wärmebehandlung erforderlich, und es können verschiedene Schweißarten durchgeführt werden. Heterogene Materialien.
Im Vergleich zum Elektronenstrahlschweißen besteht das größte Merkmal des Laserschweißens darin, dass es keine Vakuumkammer benötigt (das Schweißen kann in der Atmosphäre durchgeführt werden) und keine Röntgenstrahlung erzeugt.
Die Haupthindernisse, die derzeit die Expansion des Laserschweißens beeinflussen, sind folgende.
- Laser (insbesondere kontinuierliche Hochleistungslaser) sind teuer. Derzeit beträgt die maximale Leistung von Industrielasern etwa 25 kW und die maximale Dicke schweißbarer Werkstücke beträgt etwa 20 mm, was viel kleiner ist als beim Elektronenstrahlschweißen
- Die Anforderungen an die Verarbeitung, Montage und Positionierung der Schweißkonstruktion sind sehr hoch. Die Position der Schweißkonstruktion muss sehr genau sein und im Fokusbereich des Laserstrahls liegen.
- Die elektrooptische Umwandlung und der Gesamtwirkungsgrad des Lasers sind gering, und die Energieumwandlungsrate des Strahls beträgt nur 10% bis 20%. Beim Laserschweißen ist es schwierig, Metalle mit hohem Reflexionsvermögen zu schweißen.
Beispiel Laserschweißen
Herstellung
Japan ersetzt Abbrennstumpfschweißen durch CO2 Laserschweißen zum Verbinden von gewalzten Stahlcoils. Das Schweißen von ultradünnen Blechen (z. B. Folien mit einer Dicke von weniger als 100 µm) kann nicht geschweißt werden, aber YAG-Laserschweißen mit einer speziellen Ausgangsleistungswellenform kann erfolgreich geschweißt werden, was die breiten Perspektiven des Laserschweißens zeigt. Die japanische Kawasaki Heavy Industries Corporation hat bei der Herstellung von Schienenfahrzeugen das traditionelle Punktschweißverfahren auf Laserschweißen umgestellt, wodurch die Festigkeit, Steifigkeit und Luftdichtheit der Karosserie verbessert und auch die Produktionseffizienz erheblich verbessert wurde. Bild 3.12 zeigt eine schematische Darstellung der Wabenstruktur des lasergeschweißten Hochgeschwindigkeits-Wagenkastens. Japan hat auch den Einsatz des YAG-Laserschweißens zum Schweißen und zur Wartung von dünnen Dampferzeugerrohren in Kernreaktoren erfolgreich entwickelt.

Automobilindustrie
In den späten 1980er Jahren wurde das Laserschweißen im Kilowatt-Bereich erfolgreich in der industriellen Produktion eingesetzt. Heutzutage sind Laserschweiß-Fertigungslinien in großem Umfang in der Automobilindustrie aufgetaucht. Bereits in den 1980er Jahren waren europäische Automobilhersteller wie Audi, Mercedes-Benz, Volkswagen in Deutschland und Volvo in Schweden führend beim Schweißen von Dächern, Karosserien und Seitenteilen mit Laserschweißtechnik. In den 1990er Jahren konkurrierten auch GM, Ford und Chrysler um die Einführung des Laserschweißens in die Automobilherstellung. Obwohl es spät begann, entwickelte es sich schnell. Das italienische Fiat-Unternehmen verwendet Laserschweißen beim Schweißen und Montieren der meisten Stahlblechkomponenten. Auch Japans Nissan, Honda und Toyota setzen bei der Herstellung von Karosserieblechen Laserschweiß- und -schneidverfahren ein.
Laser-maßgeschneiderte Schweißtechnologie ist in der ausländischen Automobilherstellung weit verbreitet. Bereits im Jahr 2000 gab es weltweit mehr als 100 Laser-Tailor-Welded-Produktionslinien für Tailored Blanks mit einer Jahresproduktion von 70 Millionen Stück Tailor-Welded-Blanks für Automobilkomponenten, und das jedes Jahr relativ stark gewachsen. Auch die im Inland produzierten Importmodelle Passat, Buick, Audi und andere haben einige geschnittene Blankstrukturen übernommen.
Hochfeste Stahl-Laserschweiß-Montageteile werden aufgrund ihrer hervorragenden Leistungsfähigkeit zunehmend im Automobilkarosseriebau eingesetzt. Entsprechend den Eigenschaften von Großserien und hoher Automatisierung in der Automobilindustrie entwickeln sich Laserschweißgeräte in Richtung High Power und Mehrkanal. Einerseits haben das Sandia National Laboratory in den USA und Pratt Whitney gemeinsam Forschungen zur Zugabe von Pulver und Metalldraht im Laserschweißprozess durchgeführt. Das Institut für Angewandte Strahltechnik in Bremen hat viel über den Einsatz des Laserschweißens von Karosserierahmen aus Aluminiumlegierungen geforscht. Das Hinzufügen von Zusatzmetall zur Schweißnaht kann helfen, Heißrisse zu beseitigen und die Schweißgeschwindigkeit zu erhöhen. Die entwickelte Produktionslinie ist bei Mercedes-Benz in Serie gegangen.
Gegenwärtig ist die Laserschweißtechnologie in Automobilproduktionslinien weit verbreitet und wurde in Chassis, Karosserie, Dach, Tür, Seitenrahmen, Motorabdeckung, Motorrahmen, Kühlerrahmen, Gepäckraum, Instrumententafel, Schaltgetriebe, Ventil verwendet Lifter Strukturen und Komponenten wie Stangen und Türscharniere. Die großflächige Anwendung der Laserschweißtechnologie hat das Niveau der Automobilherstellung, Produktqualität und Leistung deutlich verbessert und die Voraussetzungen für die Realisierung leichter, hochfester und flexibler Konstruktion und Fertigung geschaffen.
Luftfahrtindustrie
Die Anwendung der Laserschweißtechnologie in der Luftfahrtindustrie hat die Aufmerksamkeit der Industrieländer auf der ganzen Welt auf sich gezogen. In Europa beispielsweise ist die Rumpfwandstruktur des Airbus A330/340 eine lasergeschweißte Gesamtstruktur. Rumpfhaut (6013-T6 Aluminiumlegierung) und Spanten (6013-T6511) werden mittels Laserschweißtechnik zu einer integralen Rumpfwand verschweißt. Die Platte ersetzt die original genietete Dichtwandplatte, wodurch das Gewicht um 15% und die Kosten um 15% reduziert werden. Ein weiteres Beispiel ist ein CO2 Laser mit einer Nennleistung von 10 kW wird verwendet, um die T-förmige Verbindung von Wandplatten aus Aluminiumlegierung (6013, Dicke 2 mm) und Rippen (6013, Dicke 4 mm) zu schweißen, und AISi12-Schweißdraht wird hinzugefügt, und die Schweißgeschwindigkeit beträgt 10 m / Mindest. Unten beträgt die tatsächliche Schweißleistung 4 kW, die Breite der gesamten geschweißten Wand beträgt etwa 2 m und der Anwendungseffekt der Laserschweißstruktur ist gut. Der kleinzellige Wabenkern, der vom wissenschaftlichen und technologischen Personal unseres Landes mit Laserschweißtechnologie hergestellt wird, bietet eine technische Garantie für die Verbesserung der Leistung von Flugzeugtriebwerken.

Die oben genannten typischen Beispiele zeigen, dass die Laserschweißtechnologie ein sehr breites Anwendungsspektrum bei der Herstellung von Flugzeugstrukturen hat. In meinem Land ist die Anwendung von 5KW industriellem CO2 Laserschweißgeräte in der Luftfahrtindustrie werden nach und nach populär, und Laser über 10 kW haben auch in technischen Anwendungen Einzug gehalten.

Kann ich das Laserschweißen kaufen?
Jawohl