บล็อก
ความรู้ทั่วไปเกี่ยวกับการเชื่อมด้วยเลเซอร์

เวลาอ่านโดยประมาณ: 27 นาที
เกี่ยวกับการเชื่อมด้วยเลเซอร์เป็นวิธีการเชื่อมที่มีประสิทธิภาพและแม่นยำซึ่งใช้ลำแสงเลเซอร์ความหนาแน่นสูงเป็นแหล่งความร้อนสำหรับการเชื่อม ด้วยการพัฒนาอย่างรวดเร็วของวิทยาศาสตร์และเทคโนโลยีและการพัฒนาอย่างต่อเนื่องของวัสดุใหม่ ข้อกำหนดด้านประสิทธิภาพของโครงสร้างรอยมีสูงขึ้นและสูงขึ้น เกี่ยวกับการเชื่อมด้วยเลเซอร์ได้รับความสนใจจากข้อดีของความหนาแน่นของพลังงานสูง การเจาะลึก ความแม่นยำสูง และการปรับตัวที่แข็งแกร่ง การเชื่อมด้วยเลเซอร์มีบทบาทสำคัญในการเชื่อมวัสดุและโครงสร้างพิเศษบางอย่าง วิธีการเชื่อมนี้ถูกนำไปใช้ในด้านเทคโนโลยีขั้นสูง เช่น การบินและอวกาศ อิเล็กทรอนิกส์ การผลิตรถยนต์ พลังงานนิวเคลียร์ ฯลฯ และได้รับความสนใจเพิ่มขึ้นจากประเทศอุตสาหกรรม
เลเซอร์เป็นชนิดของแสงสีเดียว ทิศทางที่แข็งแกร่ง และลำแสงที่สว่างซึ่งผลิตโดยการใช้รังสีที่ถูกกระตุ้นเพื่อให้ทราบถึงหลักการของการขยายแสง หลังจากโฟกัสด้วยเลนส์หรือกระจกแล้วลำแสงพลังงานที่มีขนาดเส้นผ่าศูนย์กลางน้อยกว่า 0.01 มม. และความหนาแน่นของพลังงานสูงถึง 1012W/m2 ซึ่งสามารถนำไปใช้เป็นแหล่งความร้อนสำหรับการเชื่อม การตัด และการหุ้มพื้นผิวของวัสดุ
หลักการและการจำแนกประเภทของการเชื่อมด้วยเลเซอร์
หลักการเชื่อมด้วยเลเซอร์
การเชื่อมด้วยเลเซอร์เป็นวิธีการเชื่อมที่ใช้พลังงานเลเซอร์ (แสงที่มองเห็นหรืออัลตราไวโอเลต) เป็นแหล่งความร้อนในการหลอมและเชื่อมต่อชิ้นงาน การเชื่อมด้วยเลเซอร์สามารถทำได้ไม่เพียงเพราะตัวเลเซอร์เองมีพลังงานสูงมาก แต่ที่สำคัญกว่านั้นเพราะพลังงานเลเซอร์ถูกโฟกัสที่จุดหนึ่งมาก ซึ่งทำให้ความหนาแน่นของพลังงานมีขนาดใหญ่มาก
ระหว่างการเชื่อมด้วยเลเซอร์ เลเซอร์จะฉายรังสีพื้นผิวของวัสดุที่จะเชื่อม และทำงานบนนั้น สะท้อนบางส่วนและบางส่วนถูกดูดซับและเข้าสู่วัสดุ สำหรับวัสดุทึบแสง แสงที่ส่องผ่านจะถูกดูดกลืน และค่าสัมประสิทธิ์การดูดกลืนแสงของโลหะเท่ากับ 107~108NS-1. สำหรับโลหะ เลเซอร์จะถูกดูดซับในความหนา 0.01-0 1 чm บนพื้นผิวโลหะและแปลงเป็นพลังงานความร้อน ซึ่งทำให้อุณหภูมิของพื้นผิวโลหะสูงขึ้นอย่างรวดเร็ว แล้วส่งผ่านไปยังด้านในของโลหะ
หลักการทำงานของCO2 เลเซอร์แสดงในรูปที่ 3.1 ระบบออปติคัลประกอบด้วยกระจกและเลนส์โฟกัสและส่งเลเซอร์ไปยังชิ้นงานที่จะเชื่อม การเชื่อมด้วยเลเซอร์ส่วนใหญ่ทำได้ภายใต้การควบคุมของคอมพิวเตอร์ ชิ้นงานที่จะเชื่อมสามารถเคลื่อนย้ายได้ด้วยแพลตฟอร์มที่ขับเคลื่อนด้วยคอมพิวเตอร์แบบหนึ่งมิติหรือสามมิติ (เช่น เครื่องมือเครื่อง CNC) ชิ้นงานสามารถแก้ไขได้ และกระบวนการเชื่อมสามารถทำได้โดยการเปลี่ยนตำแหน่งของลำแสงเลเซอร์

หลักการของการเชื่อมด้วยเลเซอร์คือโฟตอนทิ้งระเบิดบนพื้นผิวโลหะเพื่อสร้างไอ และโลหะที่ระเหยสามารถป้องกันพลังงานที่เหลือจากการสะท้อนของโลหะ หากโลหะเชื่อมมีค่าการนำความร้อนที่ดี ความลึกในการเจาะจะเพิ่มขึ้น การสะท้อน การส่งผ่าน และการดูดกลืนแสงเลเซอร์บนพื้นผิวของวัสดุโดยพื้นฐานแล้วเป็นผลมาจากปฏิสัมพันธ์ระหว่างสนามแม่เหล็กไฟฟ้าของคลื่นแสงกับวัสดุ เมื่อคลื่นแสงเลเซอร์เข้าสู่วัสดุ อนุภาคที่มีประจุในวัสดุจะสั่นสะเทือนตามขั้นตอนของเวกเตอร์ไฟฟ้าคลื่นแสง พลังงานการแผ่รังสีของโฟตอนกลายเป็นพลังงานจลน์ของอิเล็กตรอน หลังจากที่สารดูดซับแสงเลเซอร์ ขั้นแรกจะผลิตพลังงานส่วนเกินของอนุภาคบางชนิด เช่น พลังงานจลน์ของอิเล็กตรอนอิสระ พลังงานกระตุ้นของอิเล็กตรอนที่ถูกผูกมัด หรือโฟตอนส่วนเกิน พลังงานกระตุ้นดั้งเดิมเหล่านี้จะถูกแปลงเป็นพลังงานความร้อนหลังจากผ่านกระบวนการบางอย่าง
นอกจากจะเป็นคลื่นแม่เหล็กไฟฟ้าเช่นเดียวกับแหล่งกำเนิดแสงอื่นๆ แล้ว เลเซอร์ยังมีคุณลักษณะที่แหล่งกำเนิดแสงอื่นไม่มี เช่น ทิศทางแสงสูง ความสว่างสูง (ความเข้มของโฟตอน) ความสม่ำเสมอของแสงสูง และความเชื่อมโยงกันสูง ระหว่างการเชื่อมด้วยเลเซอร์ การแปลงพลังงานแสงที่วัสดุดูดซับไปเป็นพลังงานความร้อนจะเสร็จสิ้นในเวลาอันสั้น (ประมาณ 10-9NS). ในช่วงเวลานี้ พลังงานความร้อนจะถูกจำกัดเฉพาะบริเวณที่ฉายรังสีด้วยเลเซอร์ของวัสดุ จากนั้นผ่านการนำความร้อน ความร้อนจะถูกถ่ายเทจากบริเวณที่มีอุณหภูมิสูงไปยังบริเวณที่มีอุณหภูมิต่ำ
การดูดกลืนแสงเลเซอร์ด้วยโลหะส่วนใหญ่เกี่ยวข้องกับปัจจัยต่างๆ เช่น ความยาวคลื่นเลเซอร์ คุณสมบัติของวัสดุ อุณหภูมิ สภาพพื้นผิว และความหนาแน่นของพลังงานเลเซอร์ โดยทั่วไป อัตราการดูดซึมของโลหะต่อเลเซอร์จะเพิ่มขึ้นตามอุณหภูมิที่เพิ่มขึ้นและเพิ่มขึ้นตามความต้านทานที่เพิ่มขึ้น
เลเซอร์ที่ใช้สำหรับการเชื่อมด้วยเลเซอร์ ได้แก่ CO2 เลเซอร์, เลเซอร์ YAGเลเซอร์เซมิคอนดักเตอร์และไฟเบอร์เลเซอร์ เลเซอร์ต่อไปนี้ใช้เป็นหลักในการเชื่อม: เลเซอร์โซลิดสเตต YAG (อิตเทรียม-อะลูมิเนียม-โกเมนพร้อม Nd3+, YAG สั้น ๆ ); CO2 เลเซอร์แก๊ส ไฟเบอร์เลเซอร์
ในระหว่างกระบวนการเชื่อมด้วยเลเซอร์ ชิ้นงานและลำแสงจะเคลื่อนที่สัมพันธ์กัน เนื่องจากแรงขับที่รุนแรงที่เกิดจากการระเหยอย่างรุนแรง โลหะหลอมที่ด้านหน้าของรูเล็กๆ จะถูกเร่งที่มุมหนึ่ง และพื้นผิวใกล้ด้านหลังรูเล็กๆ จะเกิดขึ้นดังแสดงในรูปที่ 3.2 กระแสน้ำวน (กระแสน้ำวนหลัก) หลังจากนั้น อุณหภูมิของโลหะเหลวที่อยู่ด้านหลังรูเล็กๆ จะลดลงอย่างรวดเร็วอันเนื่องมาจากผลกระทบของการถ่ายเทความร้อน และโลหะเหลวจะแข็งตัวอย่างรวดเร็วเพื่อสร้างรอยเชื่อมต่อเนื่อง

การจำแนกประเภทการเชื่อมด้วยเลเซอร์
ตามวิธีที่เลเซอร์ทำงานบนชิ้นงานและพลังงานเอาต์พุตของเลเซอร์ มันสามารถแบ่งออกเป็นการเชื่อมด้วยเลเซอร์แบบต่อเนื่องและการเชื่อมด้วยเลเซอร์แบบพัลซิ่ง การเชื่อมด้วยเลเซอร์อย่างต่อเนื่องทำให้เกิดรอยเชื่อมอย่างต่อเนื่องระหว่างกระบวนการเชื่อม พลังงานที่ป้อนเข้าสู่ชิ้นงานโดยการเชื่อมด้วยเลเซอร์แบบพัลซิ่งเป็นจังหวะและแบบพัลส์ และเลเซอร์พัลส์แต่ละอันจะสร้างจุดเชื่อมแบบวงกลมระหว่างกระบวนการเชื่อม
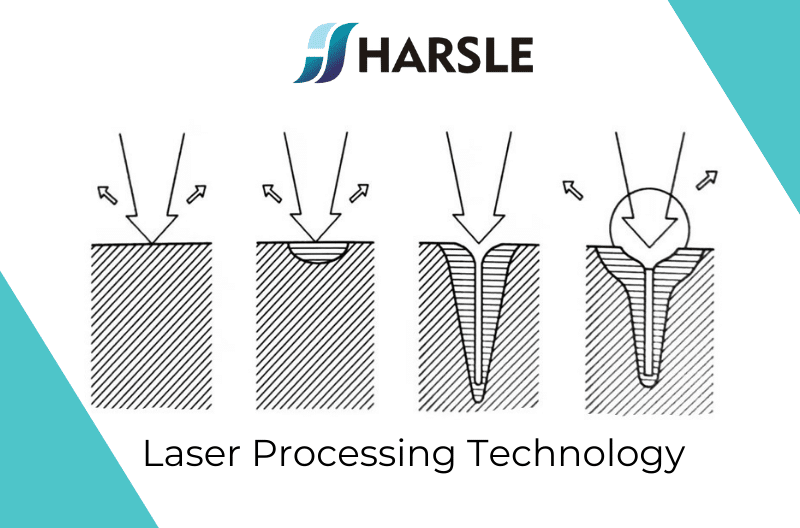
มีสองโหมดพื้นฐานของการเชื่อมด้วยเลเซอร์ ตามความหนาแน่นพลังงานที่แตกต่างกันของจุดบนชิ้นงานหลังจากการโฟกัสด้วยเลเซอร์ การเชื่อมด้วยเลเซอร์โดยทั่วไปจะแบ่งออกเป็นการเชื่อมแบบการนำความร้อน (ความหนาแน่นของพลังงานน้อยกว่า 105กว้าง/ซม.2) และการเชื่อมแบบเจาะลึก (เรียกอีกอย่างว่าการเชื่อมแบบรูเล็ก พลังงาน ความหนาแน่นมากกว่า 106กว้าง/ซม.2).
การเชื่อมด้วยความร้อนด้วยเลเซอร์ (การเชื่อมถ่ายเทความร้อน)
ภายใต้ความหนาแน่นของพลังงานเลเซอร์ที่ต่ำลงและเวลาการฉายรังสีด้วยเลเซอร์นานขึ้น วัสดุจะค่อยๆ ละลายจากชั้นผิว ด้วยพลังงานอินพุตและการนำความร้อน อินเทอร์เฟซของของเหลวและของแข็งจะย้ายไปยังด้านในของวัสดุ และในที่สุด กระบวนการเชื่อมก็เกิดขึ้น คล้ายกับอิเล็กโทรดทังสเตน ในการเชื่อมอาร์กอาร์กอน (TIG) พื้นผิวของวัสดุดูดซับพลังงานเลเซอร์ ถ่ายโอนไปยังภายในผ่านการนำความร้อนและหลอมละลาย และสร้างรอยต่อประสานหรือรอยเชื่อมหลังจากการแข็งตัว
รูปที่ 3.3 แสดงแผนผังกระบวนการหลอมของการเชื่อมด้วยเลเซอร์การนำความร้อน เมื่อความหนาแน่นของพลังงานสปอตเลเซอร์น้อยกว่า 105กว้าง/ซม.2, เลเซอร์จะทำให้พื้นผิวโลหะร้อนขึ้นระหว่างจุดหลอมเหลวและจุดเดือด เมื่อทำการเชื่อม พื้นผิวของวัสดุโลหะจะเปลี่ยนพลังงานแสงที่ดูดซับเป็นพลังงานความร้อน เพื่อให้อุณหภูมิของพื้นผิวโลหะสูงขึ้นและละลาย จากนั้นพลังงานความร้อนจะถูกถ่ายโอนไปยังด้านในของโลหะผ่านการนำความร้อนเพื่อให้การหลอมละลาย โซนค่อยๆขยายตัวและข้อต่อประสานหรือรอยเชื่อมจะเกิดขึ้นหลังจากการแข็งตัว ดังนั้นการเชื่อมแบบการนำความร้อนจึงเรียกว่าการเชื่อมแบบถ่ายเทความร้อน

1-Laser east 2-Base material 3-Times pool 4-Welding chain
ในกระบวนการเชื่อมด้วยเลเซอร์การนำความร้อน การเปลี่ยนแปลงของอุณหภูมิที่เกิดจากความร้อนด้วยเลเซอร์จะเปลี่ยนแรงตึงผิวของสระหลอมเหลว ซึ่งสร้างแรงกวนที่มากขึ้นในสระหลอมเหลว เพื่อให้โลหะเหลวในสระหลอมเหลวไหลไปในทิศทางที่แน่นอน . เนื่องจากไม่มีแรงดันไอ ผลกระทบที่ไม่เป็นเชิงเส้น และเอฟเฟกต์รูเข็มระหว่างการเชื่อมด้วยการนำความร้อนด้วยเลเซอร์ ความลึกในการเจาะจึงมักจะตื้น การเปรียบเทียบระหว่างการเชื่อมแบบนำความร้อนด้วยเลเซอร์กับการเจาะลึก งานเชื่อม แสดงในรูปที่ 3.4

ระหว่างการเชื่อมแบบการนำความร้อนด้วยเลเซอร์ อุณหภูมิพื้นผิวของชิ้นงานจะไม่เกินจุดเดือดของวัสดุ พลังงานแสงที่ดูดซับโดยชิ้นงานจะถูกแปลงเป็นพลังงานความร้อน จากนั้นชิ้นงานจะละลายโดยการนำความร้อน รูปร่างของแอ่งหลอมเหลวนั้นมีขนาดประมาณครึ่งซีก ลักษณะของการเชื่อมแบบการนำความร้อนคือความหนาแน่นของพลังงานของจุดเลเซอร์มีขนาดเล็ก เลเซอร์ส่วนใหญ่สะท้อนจากพื้นผิวโลหะ อัตราการดูดซับของเลเซอร์ต่ำ ความลึกในการเชื่อมตื้น รอยต่อประสานคือ ขนาดเล็กและโซนที่ได้รับผลกระทบจากความร้อนมีขนาดเล็ก ดังนั้นการเปลี่ยนรูปการเชื่อมจึงมีขนาดเล็กและมีความแม่นยำสูง คุณภาพการเชื่อมก็ดีมากเช่นกัน แต่ความเร็วในการเชื่อมนั้นช้า การเชื่อมแบบการนำความร้อนส่วนใหญ่จะใช้สำหรับการเชื่อมที่แม่นยำของแผ่นบาง (ความหนา δ<1 มม.) และชิ้นงานขนาดเล็ก เช่น เครื่องมือวัด เปลือกแบตเตอรี่ ชิ้นส่วนอิเล็กทรอนิกส์ ฯลฯ
การเชื่อมด้วยเลเซอร์จะดำเนินการโดยการเชื่อมด้วยการนำความร้อนหรือไม่นั้นขึ้นอยู่กับพารามิเตอร์กระบวนการของการเชื่อมด้วยเลเซอร์ โดยพื้นฐานแล้วเมื่อความหนาแน่นของพลังงานสปอตเลเซอร์น้อยกว่า 105กว้าง/ซม.2พื้นผิวของวัสดุถูกทำให้ร้อนระหว่างจุดหลอมเหลวและจุดเดือดเพื่อให้แน่ใจว่าวัสดุจะละลายอย่างเต็มที่โดยไม่ทำให้เกิดไอระเหย และรับประกันคุณภาพการเชื่อมได้ง่าย
การเชื่อมแบบเจาะลึกด้วยเลเซอร์ (การเชื่อมแบบรูเล็ก)
การเชื่อมแบบรูเล็กจะคล้ายกับการเชื่อมลำแสงอิเล็กตรอน ลำแสงเลเซอร์ความหนาแน่นกำลังสูงทำให้วัสดุหลอมละลายในพื้นที่และสร้างรูเล็กๆ ลำแสงเลเซอร์จะแทรกซึมเข้าไปในรูเล็กๆ ลงในสระหลอมเหลวและก่อตัวขึ้นพร้อมกับการเคลื่อนที่ของลำแสงเลเซอร์ การเชื่อมแบบต่อเนื่อง เมื่อความหนาแน่นของพลังงานเฉพาะจุดสูง รูขนาดเล็กที่ผลิตจะเจาะความหนาของแผ่นทั้งหมดเพื่อสร้างรอยเชื่อมเจาะลึก (หรือรอยต่อประสาน) ในการเชื่อมด้วยเลเซอร์อย่างต่อเนื่อง รูเล็กๆ จะเคลื่อนไปตามทิศทางการเชื่อมด้วยลำแสงที่สัมพันธ์กับชิ้นงาน โลหะหลอมละลายที่ด้านหน้าของรูเล็กๆ และหลังจากที่โลหะที่สะสมอยู่ไหลไปรอบๆ รูเล็กๆ ไปทางด้านหลัง มันจะแข็งตัวอีกครั้งเพื่อก่อตัวเป็นรอยเชื่อม
ลำแสงเลเซอร์ของการเชื่อมแบบเจาะลึกสามารถเจาะลึกเข้าไปในรอยเชื่อม ทำให้เกิดรอยเชื่อมที่มีความลึกและความกว้างค่อนข้างมาก หากความหนาแน่นของพลังงานเลเซอร์มากพอและวัสดุค่อนข้างบาง รูเล็กๆ ที่เกิดจากการเชื่อมด้วยเลเซอร์จะแทรกซึมเข้าไปในความหนาของแผ่นทั้งหมด และพื้นผิวด้านหลังสามารถรับเลเซอร์บางส่วนได้ วิธีนี้เรียกอีกอย่างว่าการเชื่อมเอฟเฟกต์รูเข็มด้วยเลเซอร์แผ่นบาง
รูปที่ 3.5 แสดงปรากฏการณ์ความร้อนของลำแสงเลเซอร์ที่มีความหนาแน่นของพลังงานต่างกัน รูเล็กๆ ล้อมรอบด้วยโลหะจากสระหลอมเหลว แรงโน้มถ่วงและแรงตึงผิวของโลหะหลอมเหลวมีแนวโน้มที่จะเชื่อมรูเล็กๆ ในขณะที่ไอโลหะอย่างต่อเนื่องจะพยายามรักษารูเล็กๆ ด้วยการเคลื่อนที่ของลำแสงเลเซอร์ รูเล็กๆ จะเคลื่อนที่ไปตามแสง แต่รูปร่างและขนาดของลำแสงนั้นคงที่
ด้านหน้าของรูเล็ก ๆ จะเกิดแนวเฉียง ในบริเวณนี้ มีการไล่ระดับความดันและการไล่ระดับอุณหภูมิรอบๆ รูเล็กๆ ภายใต้การกระทำของการไล่ระดับแรงดัน วัสดุที่เผาแล้วจะไหลไปตามขอบของรูเล็กๆ จากด้านหน้าไปด้านหลัง การไล่ระดับอุณหภูมิหมายความว่ามีการสร้างแรงตึงผิวเล็กน้อยรอบ ๆ รูเล็กๆ ซึ่งจะขับวัสดุที่หลอมเหลวให้ไหลไปรอบๆ รูเล็กๆ จากด้านหน้าไปด้านหลัง และสุดท้ายจะแข็งตัวที่ด้านหลังรูเล็กๆ เพื่อสร้างรอยเชื่อม
ในแง่ของการดูดซับแสงเลเซอร์ด้วยวัสดุที่เป็นโลหะ ลักษณะของรูเล็กๆ เป็นเส้นแบ่ง ก่อนการเกิดรูเล็กๆ ไม่ว่าพื้นผิวของวัสดุจะอยู่ในสถานะของแข็งหรือเฟสของเหลว อัตราการดูดกลืนแสงเลเซอร์จะเปลี่ยนแปลงอย่างช้าๆ เมื่ออุณหภูมิพื้นผิวเพิ่มขึ้นเท่านั้น เมื่อวัสดุกลายเป็นไอและก่อตัวเป็นพลาสมาและรูเล็กๆ อัตราการดูดกลืนแสงของวัสดุของเลเซอร์จะได้รับการเปลี่ยนแปลงอย่างกะทันหัน และอัตราการดูดกลืนของวัสดุแทบไม่เกี่ยวข้องกับความยาวคลื่นเลเซอร์ ลักษณะโลหะ และสถานะพื้นผิวของวัสดุอีกต่อไป แต่ส่วนใหญ่ขึ้นอยู่กับ ปัจจัยพลาสมาและเลเซอร์ เช่น ปฏิกิริยาและผลกระทบของรูเล็กๆ

1-พลาสม่าคลาวด์ 2 วัสดุหลอมเหลว 3-รูกุญแจ 4-เจาะลึก
อัตราการดูดกลืนแสงของเลเซอร์จะเกิดการเปลี่ยนแปลงอย่างกะทันหัน และอัตราการดูดกลืนแสงแทบไม่สอดคล้องกับความยาวคลื่นเลเซอร์ คุณสมบัติของโลหะ และรูปร่างพื้นผิวของวัสดุอีกต่อไป สถานะมีความเกี่ยวข้องกัน และส่วนใหญ่ขึ้นอยู่กับปัจจัยต่างๆ เช่น ปฏิกิริยาระหว่างพลาสมากับเลเซอร์ และผลกระทบของรูเข็ม
รูปที่ 3.6 แสดงการวัดค่าการสะท้อนแสงจริงของพื้นผิวชิ้นงานกับเลเซอร์ในระหว่างกระบวนการเชื่อมด้วยเลเซอร์ โดยเป็นหน้าที่ของความหนาแน่นของกำลังเลเซอร์ เมื่อความหนาแน่นของพลังงานเลเซอร์มากกว่าเกณฑ์การกลายเป็นไอ (106กว้าง/ซม.2) ค่าการสะท้อนแสง R จะลดลงเป็นค่าที่ต่ำมากในทันใดอันเนื่องมาจากการสร้างรูเล็กๆ และอัตราการดูดกลืนแสงของวัสดุของเลเซอร์จะเพิ่มขึ้นอย่างรวดเร็ว

เอฟเฟกต์รูเล็ก
การเชื่อมด้วยเลเซอร์แบบเจาะลึกเรียกอีกอย่างว่าการเชื่อมด้วยเลเซอร์รูกุญแจ และคุณสมบัติที่สำคัญคือการเชื่อมด้วยเลเซอร์ที่มีเอฟเฟกต์รูกุญแจ ลำแสงเลเซอร์สามารถแผ่ไปยังชั้นลึกของวัสดุผ่านรูเล็ก ๆ ถ่ายโอนพลังงานและแปลงเป็นรูเล็ก ๆ ให้เสร็จสมบูรณ์ ตระหนักถึงการเชื่อมแบบเจาะลึก และรับการเชื่อมที่ลึกและแคบด้วยอัตราส่วนกว้างยาว
เมื่อความหนาแน่นของพลังงานของจุดเลเซอร์มีขนาดใหญ่พอ (>106กว้าง/ซม.2) พื้นผิวโลหะถูกทำให้ร้อนอย่างรวดเร็วภายใต้การฉายรังสีของลำแสงเลเซอร์ และอุณหภูมิพื้นผิวของมันจะเพิ่มขึ้นจนถึงจุดเดือดในเวลาอันสั้น (10-8~10-6s) เพื่อหลอมและทำให้โลหะกลายเป็นไอ ไอโลหะที่สร้างขึ้นจะออกจากสระหลอมเหลวด้วยความเร็วระดับหนึ่ง และไอที่ล้นจะสร้างแรงดันเพิ่มเติมบนโลหะเหลวที่หลอมเหลว ซึ่งทำให้พื้นผิวโลหะของสระหลอมเหลวจมลง ทำให้เกิดรูเล็กๆ ใต้จุดเลเซอร์ เมื่อลำแสงเลเซอร์ยังคงให้ความร้อนที่ก้นรูเล็กๆ ต่อไป ไอโลหะที่เกิดจากมือข้างหนึ่งกดโลหะเหลวที่ด้านล่างของรูเพื่อทำให้รูเล็กๆ ลึกขึ้น ในทางกลับกัน ไอน้ำจะพุ่งออกจากรู รูบีบโลหะหลอมเหลวไปที่ขอบสระหลอมเหลว รูที่ยาวขึ้นจะก่อตัวขึ้นในโลหะเหลว ดังแสดงในรูปที่ 3.7

เมื่อแรงดันการหดตัวของไอโลหะที่เกิดจากพลังงานลำแสงเลเซอร์สมดุลกับแรงตึงผิวและแรงโน้มถ่วงของโลหะเหลว รูเล็กๆ จะไม่เพิ่มความลึกต่อไป ทำให้เกิดรูเล็กๆ ที่ลึกและมั่นคงสำหรับการเชื่อม (เอฟเฟกต์รูเล็ก) .
เอฟเฟกต์การโฟกัสด้านข้างที่เกิดขึ้นระหว่างการพัฒนารูเข็มมีอิทธิพลสำคัญต่อกระบวนการเชื่อม เมื่อเกิดรูเล็ก ๆ เมื่อลำแสงเลเซอร์เข้าสู่รูเล็ก ๆ ทำปฏิกิริยากับแก้มของรูเล็ก ๆ ส่วนหนึ่งของแสงจะถูกดูดกลืนโดยแก้มและส่วนอื่น ๆ ของลำแสงจะถูกสะท้อนโดยพื้นผิวแก้มเพื่อ ด้านล่างของรูเล็กๆ แล้วบรรจบกันใหม่ ดังแสดงในรูปที่ 3.8

เนื่องจากเอฟเฟกต์การโฟกัสด้านข้าง ลำแสงเลเซอร์ที่มีมุมเบี่ยงเบนที่แน่นอนจะไม่เบี่ยงเบนและขยายรูเล็ก ๆ อย่างมีนัยสำคัญ แม้ว่าจะเข้าไปในส่วนลึกของวัสดุ แต่จะสะท้อนและเน้นที่ด้านล่างของรูเล็ก ๆ เพื่อรักษารูเล็ก ๆ ขนาดจุดทำให้รูเล็ก ความลึกเพิ่มขึ้นเรื่อยๆ เมื่อเลเซอร์ถูกสะท้อนและโฟกัสในรูเล็กๆ หนึ่งครั้ง พลังงานของเลเซอร์จะลดลงส่วนหนึ่ง จนกว่าพลังงานเลเซอร์จะลดทอนเป็นค่าหนึ่ง ความลึกของรูเล็กๆ จะไม่เพิ่มขึ้นอีกต่อไป และในที่สุด รอยเชื่อมที่ลึกและแคบ ได้รับ
ระหว่างกระบวนการเชื่อม แก้มของรูเล็กๆ มักจะอยู่ในสภาพผันผวนอย่างมาก และชั้นโลหะหลอมที่บางกว่าในผนังด้านหน้าของรูเล็กๆ จะไหลลงมาตามความผันผวนของผนัง [ภาพที่ 3.9(a)] การกระแทกใดๆ ที่ผนังด้านหน้าของรูเล็กๆ จะระเหยอย่างรุนแรงเนื่องจากการฉายรังสีของลำแสงเลเซอร์ความหนาแน่นกำลังสูง และไอน้ำที่สร้างขึ้นจะพ่นกลับไปกระทบกับโลหะในสระที่หลอมละลายที่ผนังด้านหลัง ทำให้เกิดการสั่นของ สระหลอมเหลวและส่งเสริมกระบวนการแข็งตัวของสระหลอมเหลว การรั่วไหลของก๊าซ
ใส่อนุภาคทังสเตนที่มีเส้นผ่านศูนย์กลาง 0.1 ~ 0.4 มม. ในสระหลอมเหลว และสถานะการไหลของบ่อหลอมเหลวภายใต้การกระทำของรูเล็ก ๆ สามารถสังเกตได้อย่างชัดเจนโดยการฉายรังสีเอกซ์ดังแสดงในรูปที่ 3.9 (b) มีกระแสน้ำวนหมุนในสระหลอมเหลวและพลังงานมีขนาดใหญ่ซึ่งมีแรงกวนสูง รูปที่ 3.8 ผนังด้านข้างของรูเล็กตกลงมาอย่างรวดเร็วที่ผนังด้านหน้าของรูเล็กๆ ด้วยความเร็วประมาณ 0.4 เมตร/วินาที เมื่อไปถึงก้นรูเล็กๆ กระแสน้ำวนจะก่อตัวขึ้นหลังรูเล็กๆ โดยการไหลของของเหลวที่เคลื่อนลงด้านล่าง ในเวลานี้ ความเร็วในการเคลื่อนที่ของอนุภาคทังสเตนอยู่ที่ 0.2~0.3m/s ซึ่งเร็วกว่าการพาความร้อนตามธรรมชาติปกติมาก การเคลื่อนที่ของอนุภาคทังสเตนโดยทั่วไปสามารถแสดงการไหลของโลหะเหลวในสระหลอมเหลว ฟองอากาศขนาดใหญ่ที่สร้างขึ้นที่ด้านล่างของสระหลอมเหลวไม่ได้อาศัยการลอยตัวเพื่อระบายออกจากสระหลอมเหลว แต่จะถูกนำออกจากสระหลอมเหลวโดยการไหลของโลหะ
ไอในรูพรุนที่หลอมละลายประกอบด้วยไอโลหะที่มีอุณหภูมิสูงและก๊าซป้องกันที่ถูกดึงเข้ามาโดยการเต้นของรูพรุนและถูกแตกตัวเป็นไอออนบางส่วนเพื่อสร้างพลาสมาที่มีประจุ ไอน้ำที่ไหลออกจากรูเล็กๆ นั้นเร็ว (ใกล้เคียงกับความเร็วของเสียง) และได้ยินเสียงที่วุ่นวาย การระเหยของโลหะอย่างแรงในรูเล็กๆ แม้จะก่อตัวเป็นไอพ่นก็ตาม การระเหยที่ไม่สม่ำเสมอนี้ทำให้เกิดการสั่นสะเทือนอย่างรวดเร็วของโลหะเหลวและทำให้เกิดความผันผวนของรูขนาดเล็ก

ลักษณะของสถานะการเจาะเชื่อมด้วยเลเซอร์และการเกิดรอยเชื่อม
ลักษณะการแทรกซึมของการเชื่อมด้วยเลเซอร์
ความลึกในการเจาะของการเชื่อมด้วยเลเซอร์หมายถึงความหนาของชิ้นงานที่เลเซอร์หลอมละลายระหว่างกระบวนการเชื่อม โดยทั่วไป ความลึกของรูเล็กจะถือเป็นความลึกของการเจาะ ดังนั้นการเจาะของรูเล็กๆ ผ่านชิ้นงานจึงมักจะเทียบเท่ากับการเจาะ อันที่จริง เนื่องจากมีชั้นโลหะเหลวอยู่รอบรูเล็กๆ อยู่ระดับหนึ่ง จึงอาจมีสถานการณ์ที่รูเล็กๆ ไม่ทะลุเข้าไปในชิ้นงานแต่หลอมละลายชิ้นงานแล้ว จากการวิเคราะห์กระบวนการเชื่อมด้วยเลเซอร์และสถานะการเจาะด้านหลังของรอยเชื่อม สามารถระบุได้ว่าการเชื่อมแบบเจาะลึกด้วยเลเซอร์มีสถานะการเจาะดังต่อไปนี้ ดังแสดงในรูปที่ 3.10
ไม่ละลายผ่าน
ในระหว่างกระบวนการเชื่อม รูขนาดเล็กและโลหะเหลวด้านล่างไม่เจาะวัสดุฐาน (ชิ้นงาน) และไม่พบร่องรอยของโลหะที่หลอมละลายที่ด้านหลังของชิ้นงาน (รูปที่ 3.10(a))

เจาะสระเชื่อมเท่านั้น
ในระหว่างกระบวนการเชื่อม รูเล็ก ๆ อยู่ใกล้กับพื้นผิวด้านล่างของชิ้นงาน แต่ไม่ได้เจาะชิ้นงาน และโลหะเหลวภายใต้รูเล็ก ๆ จะแทรกซึมด้านหลังของชิ้นงาน แม้ว่าด้านหลังของชิ้นงานจะหลอมละลาย แต่โลหะเหลวที่หลอมเหลวไม่สามารถก่อตัวเป็นแอ่งหลอมขนาดใหญ่ที่ด้านหลังของชิ้นงานได้ เนื่องจากผลกระทบของแรงตึงผิว ดังนั้นด้านหลังของรอยเชื่อมจะแสดงความสูงของเสาเข็มที่เรียวต่อเนื่องหรือไม่ต่อเนื่องหลังจากการแข็งตัว แม้ว่าสถานะนี้จะอยู่ในช่วงของการเจาะ แต่การเจาะของรอยเชื่อมทั้งหมดนั้นไม่น่าเชื่อถือและไม่เสถียรเนื่องจากความกว้างที่แคบของด้านหลัง (รูปที่ 3.10(b)) โดยเฉพาะอย่างยิ่งเมื่อรอยเชื่อมเป็นรอยเชื่อมแบบชน หากมีการเบี่ยงเบนเล็กน้อย จะไม่มีการหลอมรวม
เจาะปานกลาง (เจาะรูเล็ก)
ระหว่างกระบวนการเชื่อม รูเล็กๆ จะทะลุเข้าไปในชิ้นงานเท่านั้น ในเวลานี้ไอโลหะภายในรูเล็ก ๆ จะพ่นออกมาด้านล่างชิ้นงาน และแรงดันการหดตัวจะทำให้โลหะเหลวไหลไปรอบ ๆ รูเล็ก ๆ ส่งผลให้ความกว้างของด้านหลังของบ่อหลอมเหลวเพิ่มขึ้นอย่างมากซึ่ง เกิดขึ้นหลังจากการเชื่อม รอยเชื่อมด้านหลังมีความกว้างสม่ำเสมอและปานกลางและไม่มีการสะสม [ภาพที่ 3. 10(c)]
ทะลุทะลวง
เนื่องจากการป้อนความร้อนที่มากเกินไประหว่างกระบวนการเชื่อม รูเล็กๆ ไม่เพียงแต่แทรกซึมเข้าไปในชิ้นงานเท่านั้น แต่เส้นผ่านศูนย์กลางของรูเล็กๆ และความหนาของชั้นโลหะเหลวรอบๆ จะเพิ่มขึ้นอย่างมาก ส่งผลให้บ่อหลอมเหลวกว้างเกินไป (ใหญ่ขึ้นอย่างเห็นได้ชัด กว่าการหลอมละลายด้านหลังในสถานะเจาะปานกลาง กว้าง) และยังทำให้พื้นผิวการเชื่อมบุ๋ม เป็นต้น [ภาพที่ 3 10(d)]
ในบรรดาสถานะการเจาะสี่สถานะข้างต้น สถานะการอบปานกลาง (การเจาะรูเล็ก) เป็นสถานะการเจาะในอุดมคติ เนื่องจากรูเล็กจะเจาะชิ้นงานในเวลานี้เพื่อให้แน่ใจว่ารอยเชื่อมทะลุได้อย่างสมบูรณ์ และสระหลอมเหลวไม่กว้างเกินไป สิ่งนี้นำไปสู่รอยบุบบนพื้นผิวของรอยเชื่อม ดังนั้น สถานะของการเจาะปานกลาง (การเจาะรูเล็ก) สามารถใช้เป็นเกณฑ์มาตรฐานสำหรับการตรวจจับและควบคุมการเจาะได้
การวิเคราะห์ด้วยกล้องจุลทรรศน์แสดงให้เห็นว่าเฉพาะส่วนเชื่อมในสถานะการเจาะของสระหลอมเหลวเท่านั้นที่มีรูปสามเหลี่ยมคว่ำที่เห็นได้ชัดมากขึ้น ในขณะที่ส่วนของรอยเชื่อมในสถานะการเจาะปานกลางจะแสดงรูปร่างสี่เหลี่ยมคางหมูคว่ำหรือไฮเปอร์โบลิกกลับด้าน กล่าวคือ ควรแสดงสถานะการเจาะที่เหมาะสม เนื่องจากด้านหน้าและด้านหลังของตะเข็บเชื่อมมีทั้งรูปและแบน ไม่มีรอยบุบ และไม่มีความสูงของเสาเข็มที่ชัดเจน และมีความกว้างของการหลอมด้านหลังที่แน่นอน
ลักษณะการเกิดรอยเชื่อมในการเชื่อมด้วยเลเซอร์
รอยเชื่อมของการเชื่อมด้วยการนำความร้อนด้วยเลเซอร์มีลักษณะของการเชื่อมแบบฟิวชั่นทั่วไป (เช่น การเชื่อมอาร์ก การเชื่อมแบบป้องกันแก๊ส ฯลฯ) การก่อตัวของรอยเชื่อมระหว่างการเชื่อมแบบเจาะลึกด้วยเลเซอร์จะแสดงในรูปที่ 3.11 สระหลอมเหลวของการเชื่อมด้วยเลเซอร์มีลักษณะของการเปลี่ยนแปลงเป็นระยะ เหตุผลก็คือผลกระทบจากการสั่นในตัวเองในกระบวนการปฏิสัมพันธ์ระหว่างเลเซอร์และวัสดุ ความถี่ของการสั่นในตัวเองโดยทั่วไปคือ 100 ~ 10,000Hz แอมพลิจูดของความผันผวนของอุณหภูมิคือ 100 ~ 500Hz และแอมพลิจูดของความผันผวนของอุณหภูมิคือ 100-500K

เนื่องจากผลกระทบจากการสั่นในตัวเอง รูเล็กๆ และการไหลของโลหะในสระหลอมเหลวจึงมีการเปลี่ยนแปลงเป็นระยะ การก่อตัวของรูเล็ก ๆ ทำให้เลเซอร์ฉายแสงไปที่ความลึกของรูเล็ก ๆ เสริมความแข็งแกร่งของการดูดซับพลังงานเลเซอร์โดยสระหลอมเหลว และเพิ่มความลึกของรูเล็ก ๆ ดั้งเดิมต่อไป การกลายเป็นไอของโลหะหลอมเหลวช่วยให้สามารถรักษารูเล็กๆ ไว้ได้ ทำให้เกิดอัตราส่วนกว้างยาวสำหรับรอยเชื่อมต่อเนื่องขนาดใหญ่
เนื่องจากการป้อนความร้อนของการเชื่อมแบบเจาะลึกด้วยเลเซอร์คือ 1/10 ~ 1/3 ของการเชื่อมอาร์ก กระบวนการแข็งตัวจึงเร็วมาก โดยเฉพาะอย่างยิ่งในส่วนล่างของรอยเชื่อม เนื่องจากมันแคบมากและมีสภาวะการกระจายความร้อนที่ดี มีอัตราการเย็นตัวที่รวดเร็ว จึงเกิดผลึกที่สมดุลภายในรอยเชื่อม และขนาดเกรนจะอยู่ที่ประมาณ 1/3 ของรอยเชื่อม ของการเชื่อมอาร์ค
ใช้การเชื่อมด้วยเลเซอร์ “ตราบเท่าที่คุณมองเห็น คุณก็เชื่อมได้” การเชื่อมด้วยเลเซอร์สามารถทำได้ในสถานีที่ห่างไกล ผ่านหน้าต่าง หรือภายในของชิ้นส่วนสามมิติที่อิเล็กโทรดหรือลำอิเล็กตรอนไม่สามารถทะลุผ่านได้ เช่นเดียวกับการเชื่อมด้วยลำแสงอิเล็กตรอน การเชื่อมด้วยเลเซอร์สามารถทำได้จากด้านเดียวเท่านั้น ดังนั้นการเชื่อมด้านเดียวจึงสามารถใช้เชื่อมชิ้นส่วนที่เคลือบเข้าด้วยกันได้ ข้อได้เปรียบของการเชื่อมด้วยเลเซอร์นี้เป็นการเปิดทางใหม่สำหรับการออกแบบข้อต่อในการเชื่อม ด้วยการเชื่อมด้วยเลเซอร์ ไม่เพียงแต่คุณภาพการเชื่อมจะดีขึ้นอย่างมากเท่านั้น แต่ผลผลิตยังสูงกว่าวิธีการเชื่อมแบบดั้งเดิมอีกด้วย
ลักษณะและการใช้งานของการเชื่อมด้วยเลเซอร์
คุณสมบัติของการเชื่อมด้วยเลเซอร์
การเชื่อมด้วยเลเซอร์เป็นวิธีการเชื่อมแบบฟิวชันที่ใช้ลำแสงเลเซอร์ความหนาแน่นพลังงานสูงเป็นแหล่งความร้อน ด้วยการเชื่อมด้วยเลเซอร์ ไม่เพียงแต่ผลผลิตจะสูงกว่าวิธีการเชื่อมแบบเดิมเท่านั้น แต่คุณภาพการเชื่อมยังดีขึ้นอย่างมากอีกด้วย เมื่อเทียบกับวิธีการเชื่อมทั่วไป การเชื่อมด้วยเลเซอร์มีลักษณะดังต่อไปนี้
- เลเซอร์โฟกัสมีความหนาแน่นพลังงานสูง (105~107กว้าง/ซม.2 หรือสูงกว่า) และความเร็วในการทำความร้อนที่รวดเร็ว ซึ่งสามารถรับรู้การเชื่อมแบบเจาะลึกและการเชื่อมด้วยความเร็วสูง เนื่องจากเลเซอร์มีช่วงการให้ความร้อนขนาดเล็ก (เส้นผ่านศูนย์กลางเฉพาะจุดน้อยกว่า 1 มม.) จึงอยู่ในระดับเดียวกัน ภายใต้เงื่อนไขของกำลังไฟฟ้าและความหนาของการเชื่อม โซนที่ได้รับผลกระทบจากความร้อนในการเชื่อมจะมีขนาดเล็ก และความเครียดในการเชื่อมและการเสียรูปจะมีน้อย
- สายตาเอียงสามารถแพร่กระจายและส่งผ่านและเดินทางในระยะทางไกลในอวกาศโดยมีการลดทอนเพียงเล็กน้อย สามารถส่งและหักเหได้โดยการดัดใยแก้วนำแสง ปริซึม ฯลฯ และง่ายต่อการโฟกัส เหมาะอย่างยิ่งสำหรับการโฟกัสที่ชิ้นส่วนขนาดเล็กในชิ้นส่วนขนาดเล็กที่ไม่สามารถเข้าถึงได้หรืออยู่ห่างไกล ระยะทางที่จะเชื่อม
- เป็นการเชื่อมแบบไม่สัมผัส ไม่จำเป็นต้องใช้อิเล็กโทรด และไม่มีการปนเปื้อนหรือการสึกหรอของอิเล็กโทรด เลเซอร์ตัวเดียวสามารถใช้สำหรับการประมวลผลที่แตกต่างกันบนโต๊ะทำงานหลายเครื่อง สามารถใช้สำหรับการเชื่อม แต่ยังรวมถึงการตัด การหุ้ม การผสมและการอบชุบพื้นผิว เป็นต้น เครื่องหนึ่งเครื่องมีประโยชน์หลายอย่าง
- ลำแสงเลเซอร์มีการลดทอนเล็กน้อยในบรรยากาศและสามารถทะลุผ่านวัตถุโปร่งใส เช่น แก้วได้ เหมาะสำหรับการเชื่อมวัสดุที่มีพิษสูง เช่น เบริลเลียมอัลลอยในภาชนะแก้วปิดสนิท เลเซอร์ไม่ได้รับผลกระทบจากสนามแม่เหล็กไฟฟ้า (การเชื่อมอาร์คและการเชื่อมลำแสงอิเล็กตรอนได้รับผลกระทบ) สามารถจัดแนวเชื่อมได้อย่างแม่นยำ ไม่มีเครื่องป้องกันรังสีเอกซ์ และไม่จำเป็นต้องมีเครื่องป้องกันสุญญากาศ
- สามารถเชื่อมวัสดุที่เชื่อมได้ยากด้วยวิธีการเชื่อมทั่วไป เช่น โลหะที่มีจุดหลอมเหลวสูงและวัสดุที่ไม่ใช่โลหะ (เช่น เซรามิก แก้วอินทรีย์ ฯลฯ) วัสดุที่ไวต่อความร้อนสามารถเชื่อมด้วยเลเซอร์ได้ ไม่จำเป็นต้องรักษาความร้อนหลังการเชื่อม และสามารถทำการเชื่อมได้หลายประเภท วัสดุต่างกัน
เมื่อเทียบกับการเชื่อมด้วยลำแสงอิเล็กตรอน คุณลักษณะที่ใหญ่ที่สุดของการเชื่อมด้วยเลเซอร์คือไม่ต้องใช้ห้องสุญญากาศ (การเชื่อมสามารถทำได้ในบรรยากาศ) และไม่ก่อให้เกิดรังสีเอกซ์
อุปสรรคสำคัญที่ส่งผลต่อการขยายตัวของการเชื่อมด้วยเลเซอร์ในปัจจุบันมีดังนี้
- เลเซอร์ (โดยเฉพาะเลเซอร์ต่อเนื่องกำลังแรงสูง) มีราคาแพง ปัจจุบันกำลังสูงสุดของเลเซอร์อุตสาหกรรมอยู่ที่ประมาณ 25KW และความหนาสูงสุดของชิ้นงานที่เชื่อมได้คือประมาณ 20 มม. ซึ่งเล็กกว่าการเชื่อมด้วยลำแสงอิเล็กตรอนมาก
- ข้อกำหนดในการประมวลผล การประกอบ และการวางตำแหน่งของการเชื่อมนั้นสูงมาก ตำแหน่งของรอยเชื่อมต้องแม่นยำมากและต้องอยู่ภายในระยะโฟกัสของลำแสงเลเซอร์
- การแปลงแสงด้วยไฟฟ้าของเลเซอร์และประสิทธิภาพการทำงานโดยรวมนั้นต่ำ และอัตราการแปลงพลังงานของลำแสงอยู่ที่ 10% ถึง 20% เท่านั้น เป็นเรื่องยากสำหรับการเชื่อมด้วยเลเซอร์ในการเชื่อมโลหะที่มีการสะท้อนแสงสูง
ตัวอย่างการเชื่อมด้วยเลเซอร์
การผลิต
ญี่ปุ่นแทนที่การเชื่อมแบบแฟลชก้นด้วยCO2 การเชื่อมด้วยเลเซอร์เพื่อเชื่อมเหล็กม้วน การเชื่อมแผ่นบางเฉียบ (เช่น ฟอยล์ที่มีความหนาน้อยกว่า 100 น.) ไม่สามารถเชื่อมได้ แต่การเชื่อมด้วยเลเซอร์ YAG ที่มีรูปคลื่นกำลังขับพิเศษสามารถเชื่อมได้สำเร็จ ซึ่งแสดงให้เห็นโอกาสในวงกว้างของการเชื่อมด้วยเลเซอร์ บริษัท Kawasaki Heavy Industries Corporation ของญี่ปุ่นได้เปลี่ยนกระบวนการเชื่อมแบบจุดแบบเดิมเป็นการเชื่อมด้วยเลเซอร์ในการผลิตยานยนต์ที่ใช้รางรถไฟ ซึ่งปรับปรุงความแข็งแรง ความแข็งแกร่ง และความแน่นของตัวรถ และประสิทธิภาพการผลิตก็ดีขึ้นอย่างเห็นได้ชัดเช่นกัน รูปที่ 3.12 แสดงแผนผังโครงสร้างรังผึ้งของตัวรถรางความเร็วสูงที่เชื่อมด้วยเลเซอร์ ญี่ปุ่นประสบความสำเร็จในการพัฒนาการใช้การเชื่อมด้วยเลเซอร์ YAG สำหรับการเชื่อมและการบำรุงรักษาท่อกำเนิดไอน้ำแบบบางในเครื่องปฏิกรณ์นิวเคลียร์

อุตสาหกรรมยานยนต์
ในช่วงปลายทศวรรษ 1980 การเชื่อมด้วยเลเซอร์ระดับกิโลวัตต์ได้ถูกนำไปใช้กับการผลิตภาคอุตสาหกรรม ทุกวันนี้ ไลน์การผลิตการเชื่อมด้วยเลเซอร์ได้เกิดขึ้นเป็นจำนวนมากในอุตสาหกรรมการผลิตรถยนต์ ผู้ผลิตรถยนต์ในยุโรป เช่น Audi, Mercedes-Benz, Volkswagen ในเยอรมนี และ Volvo ในสวีเดน เป็นผู้นำในการใช้เทคโนโลยีการเชื่อมด้วยเลเซอร์ในการเชื่อมหลังคา ตัวถัง และโครงด้านข้างในช่วงต้นทศวรรษ 1980 ในปี 1990 GM, Ford และ Chrysler ได้แข่งขันกันเพื่อแนะนำการเชื่อมด้วยเลเซอร์ในการผลิตรถยนต์ แม้ว่าจะเริ่มต้นช้า แต่ก็พัฒนาอย่างรวดเร็ว บริษัท Fiat ของอิตาลีใช้การเชื่อมด้วยเลเซอร์ในการเชื่อมและประกอบส่วนประกอบแผ่นเหล็กส่วนใหญ่ Nissan, Honda และ Toyota ของญี่ปุ่นยังใช้กระบวนการเชื่อมและตัดด้วยเลเซอร์ในการผลิตแผงตัวถัง
เทคโนโลยีการเชื่อมด้วยเลเซอร์ที่ใช้กันอย่างแพร่หลายในการผลิตรถยนต์ต่างประเทศ ในช่วงต้นปี 2000 มีสายการผลิตที่เชื่อมด้วยเลเซอร์มากกว่า 100 สายสำหรับช่องว่างที่ปรับแต่งแล้วทั่วโลก โดยผลิตชิ้นส่วนอะไหล่รถยนต์ที่เชื่อมด้วยเลเซอร์จำนวน 70 ล้านชิ้นต่อปี และเติบโตอย่างต่อเนื่องในอัตราที่ค่อนข้างสูงในแต่ละปี โมเดลนำเข้าที่ผลิตในประเทศ Passat, Buick, Audi และอื่น ๆ ยังได้นำโครงสร้างที่ว่างเปล่าบางส่วนมาใช้
ชิ้นส่วนประกอบการเชื่อมด้วยเลเซอร์เหล็กกล้าความแข็งแรงสูงมีการใช้งานมากขึ้นในการผลิตตัวถังรถยนต์เนื่องจากประสิทธิภาพที่ยอดเยี่ยม ตามลักษณะของการผลิตจำนวนมากและระบบอัตโนมัติระดับสูงในอุตสาหกรรมยานยนต์ อุปกรณ์เชื่อมด้วยเลเซอร์กำลังพัฒนาไปในทิศทางของพลังงานสูงและแบบหลายช่องสัญญาณ ในอีกด้านหนึ่ง Sandia National Laboratory ในสหรัฐอเมริกาและ Pratt Whitney ได้ร่วมกันทำการวิจัยเกี่ยวกับการเพิ่มผงและลวดโลหะในกระบวนการเชื่อมด้วยเลเซอร์ Institute of Applied Beam Technology ในเมืองเบรเมิน ประเทศเยอรมนี ได้ทำการวิจัยมากมายเกี่ยวกับการใช้การเชื่อมด้วยเลเซอร์ของโครงอะลูมิเนียมอัลลอยด์ การเพิ่มโลหะเติมลงในรอยเชื่อมสามารถช่วยขจัดรอยร้าวที่ร้อนและเพิ่มความเร็วในการเชื่อม สายการผลิตที่พัฒนาแล้วได้ถูกนำไปผลิตในเมอร์เซเดส-เบนซ์
ในปัจจุบัน เทคโนโลยีการเชื่อมด้วยเลเซอร์ถูกนำมาใช้กันอย่างแพร่หลายในสายการผลิตรถยนต์ และถูกนำมาใช้ในแชสซี ตัวถัง หลังคา ประตู โครงด้านข้าง ฝาครอบเครื่องยนต์ โครงเครื่องยนต์ โครงหม้อน้ำ ห้องเก็บสัมภาระ แผงหน้าปัด กระปุกเกียร์แบบปรับความเร็วรอบได้ วาล์ว ตัวยก โครงสร้างและส่วนประกอบ เช่น แท่งและบานพับประตู การประยุกต์ใช้เทคโนโลยีการเชื่อมด้วยเลเซอร์ในวงกว้างได้ปรับปรุงระดับการผลิตรถยนต์ คุณภาพผลิตภัณฑ์ และประสิทธิภาพการทำงานอย่างมีนัยสำคัญ และสร้างเงื่อนไขสำหรับการออกแบบและการผลิตที่มีน้ำหนักเบา ความแข็งแรงสูง และยืดหยุ่น
อุตสาหกรรมการบิน
การประยุกต์ใช้เทคโนโลยีการเชื่อมด้วยเลเซอร์ในอุตสาหกรรมการผลิตการบินได้รับความสนใจจากประเทศที่พัฒนาแล้วทั่วโลก ตัวอย่างเช่น ในยุโรป โครงสร้างผนังลำตัวเครื่องบินแอร์บัส A330/340 เป็นโครงสร้างโดยรวมที่เชื่อมด้วยเลเซอร์ ผิวของลำตัว (อลูมิเนียมอัลลอยด์ 6013-T6) และซี่โครง (6013-T6511) เชื่อมเข้าด้วยกันเพื่อสร้างผนังลำตัวแบบบูรณาการโดยใช้เทคโนโลยีการเชื่อมด้วยเลเซอร์ บอร์ดนี้มาแทนที่แผ่นผนังปิดผนึกแบบหมุดย้ำเดิม โดยลดน้ำหนักลง 15% และลดต้นทุนลง 15% อีกตัวอย่างหนึ่ง CO2 เลเซอร์ที่มีกำลังไฟพิกัด 10KW ใช้สำหรับเชื่อมรอยต่อรูปตัว T ของแผ่นผนังอลูมิเนียมอัลลอยด์ (6013 ความหนา 2 มม.) และซี่โครง (6013 ความหนา 4 มม.) และเพิ่มลวดเชื่อม AISi12 และความเร็วในการเชื่อมคือ 10 เมตร/ นาที ด้านล่าง กำลังเชื่อมจริงคือ 4KW ความกว้างของผนังรอยโดยรวมประมาณ 2 ม. และเอฟเฟกต์การใช้งานของโครงสร้างการเชื่อมด้วยเลเซอร์นั้นดี แกนรังผึ้งเซลล์เล็กที่ผลิตโดยบุคลากรทางวิทยาศาสตร์และเทคโนโลยีของประเทศของเราโดยใช้เทคโนโลยีการเชื่อมด้วยเลเซอร์ให้การรับประกันทางเทคนิคสำหรับการปรับปรุงประสิทธิภาพของเครื่องยนต์อากาศยาน

ตัวอย่างทั่วๆ ไปข้างต้นแสดงให้เห็นว่าเทคโนโลยีการเชื่อมด้วยเลเซอร์มีแนวโน้มในการใช้งานที่กว้างมากในการผลิตโครงสร้างเครื่องบิน ในประเทศของฉัน การประยุกต์ใช้ CO . อุตสาหกรรม 5KW2 อุปกรณ์เชื่อมเลเซอร์ในอุตสาหกรรมการบินค่อยๆ ได้รับความนิยม และเลเซอร์ที่สูงกว่า 10 กิโลวัตต์ก็เข้าสู่การใช้งานด้านวิศวกรรมแล้ว

ฉันสามารถซื้อเครื่องเชื่อมเลเซอร์ได้หรือไม่?
ใช่