Blog
Connaissances communes sur le soudage laser

Temps de lecture estimé : 27 minutes
Le soudage laser est une méthode de soudage efficace et précise qui utilise un faisceau laser à haute densité d'énergie comme source de chaleur pour le soudage. Avec le développement rapide de la science et de la technologie et le développement continu de nouveaux matériaux, les exigences de performance des structures soudées sont de plus en plus élevées. Le soudage au laser a attiré l'attention pour ses avantages de haute densité d'énergie, de pénétration profonde, de haute précision et de forte adaptabilité. Le soudage au laser joue un rôle très important dans le soudage de certains matériaux et structures spéciaux. Cette méthode de soudage a été appliquée dans des domaines de haute technologie tels que l'aérospatiale, l'électronique, la construction automobile, l'énergie nucléaire, etc., et a reçu une attention croissante de la part des pays industrialisés.
Le laser est une sorte de faisceau lumineux monochromatique, à forte directivité et brillant produit en utilisant un rayonnement stimulé pour réaliser le principe de l'amplification de la lumière. Après focalisation par une lentille ou un miroir, un faisceau d'énergie d'un diamètre inférieur à 0,01 mm et d'une densité de puissance allant jusqu'à 1012W/m2 peut être obtenu, qui peut être utilisé comme source de chaleur pour le soudage, le découpage et le revêtement de surface des matériaux.
Principe et classification du soudage laser
Principe du soudage laser
Le soudage laser est une méthode de soudage qui utilise l'énergie laser (lumière visible ou ultraviolette) comme source de chaleur pour faire fondre et connecter les pièces. Le soudage au laser peut être réalisé non seulement parce que le laser lui-même a une énergie extrêmement élevée, mais surtout parce que l'énergie laser est très focalisée en un point, ce qui rend sa densité d'énergie très grande.
Lors du soudage laser, le laser irradie la surface du matériau à souder, et il agit sur celle-ci. Une partie est réfléchie et une partie est absorbée et pénètre dans le matériau. Pour les matériaux opaques, la lumière transmise est absorbée et le coefficient d'absorption linéaire du métal est de 107~108m-1. Pour les métaux, le laser est absorbé dans l'épaisseur de 0,01-0. 1 µm sur la surface métallique et convertie en énergie thermique, ce qui provoque une forte augmentation de la température de la surface métallique, puis la transmet à l'intérieur du métal.
Le principe de fonctionnement du CO2 laser est illustré à la figure 3.1. Le système optique composé d'un miroir et d'une lentille focalise et transmet le laser à la pièce à souder. La plupart des soudures au laser sont effectuées sous contrôle informatique. La pièce à souder peut être déplacée par une plate-forme pilotée par ordinateur à une ou trois dimensions (telle qu'une machine-outil à commande numérique); la pièce à usiner peut également être fixée et le processus de soudage peut être complété en changeant la position du faisceau laser.

Le principe du soudage laser est que les photons bombardent la surface du métal pour former une vapeur, et le métal évaporé peut empêcher l'énergie restante d'être réfléchie par le métal. Si le métal soudé a une bonne conductivité thermique, il obtiendra une plus grande profondeur de pénétration. La réflexion, la transmission et l'absorption de la lumière laser à la surface du matériau sont essentiellement le résultat de l'interaction entre le champ électromagnétique des ondes lumineuses et le matériau. Lorsque l'onde lumineuse laser pénètre dans le matériau, les particules chargées dans le matériau vibrent selon le pas du vecteur électrique d'onde lumineuse. L'énergie rayonnante du photon devient l'énergie cinétique de l'électron. Une fois qu'une substance a absorbé la lumière laser, elle produit d'abord l'énergie excédentaire de certaines particules, telles que l'énergie cinétique des électrons libres, l'énergie d'excitation des électrons liés ou l'excès de phonons. Ces énergies d'excitation d'origine sont converties en énergie thermique après un certain processus.
En plus d'être une onde électromagnétique comme les autres sources lumineuses, les lasers ont également des caractéristiques que les autres sources lumineuses ne possèdent pas, telles qu'une directivité élevée, une luminosité élevée (intensité photonique), une monochromaticité élevée et une cohérence élevée. Lors du soudage laser, la conversion de l'énergie lumineuse absorbée par le matériau en énergie thermique est réalisée en un temps très court (environ 10-9s). Pendant ce temps, l'énergie thermique n'est limitée qu'à la zone irradiée au laser du matériau, puis par conduction thermique, la chaleur est transférée de la zone à haute température à la zone à basse température.
L'absorption de la lumière laser par le métal est principalement liée à des facteurs tels que la longueur d'onde du laser, les propriétés du matériau, la température, l'état de surface et la densité de puissance laser. De manière générale, le taux d'absorption du métal au laser augmente avec l'augmentation de la température et augmente avec l'augmentation de la résistivité.
Les lasers utilisés pour le soudage au laser incluent le CO2 laser, Lasers YAG, les lasers à semi-conducteurs et les lasers à fibre. Les lasers suivants sont principalement utilisés dans le domaine du soudage : Laser à solide YAG (Yttrium-Aluminium-Garnet avec Nd3+, YAG en abrégé); CO2 laser à gaz; laser à fibre.
Pendant le processus de soudage au laser, la pièce et le faisceau se déplacent l'un par rapport à l'autre. En raison de la forte force motrice générée par l'évaporation violente, le métal en fusion à l'avant du petit trou est accéléré à un certain angle et la surface proche derrière le petit trou se forme comme le montre la figure 3.2. Melt flow (vortex majeur). Après cela, la température du métal liquide derrière le petit trou chute rapidement en raison de l'effet du transfert de chaleur, et le métal liquide se solidifie rapidement pour former une soudure continue.

Classement du soudage laser
Selon la manière dont le laser agit sur la pièce et l'énergie de sortie du laser, il peut être divisé en soudage laser continu et soudage laser pulsé. Le soudage laser continu forme une soudure continue pendant le processus de soudage. L'énergie apportée à la pièce par le soudage laser pulsé est intermittente et pulsée, et chaque impulsion laser forme un point de soudage circulaire pendant le processus de soudage.
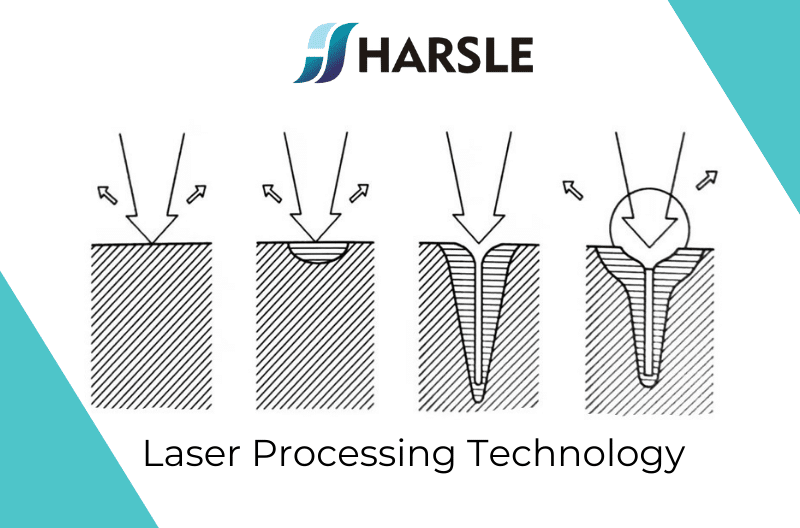
Il existe deux modes de base du soudage laser. Selon la densité de puissance différente du point sur la pièce après focalisation laser, le soudage laser est généralement divisé en soudage par conduction thermique (densité de puissance inférieure à 105W/cm2) et soudage à pénétration profonde (également appelé soudage de petits trous, puissance La densité est supérieure à 106W/cm2).
Soudage thermique au laser (soudage par transfert de chaleur)
Sous une densité de puissance laser plus faible et un temps d'irradiation laser plus long, le matériau fond progressivement à partir de la couche de surface. Avec l'énergie d'entrée et la conduction thermique, l'interface liquide-solide migre vers l'intérieur du matériau, et enfin, le processus de soudage est réalisé, similaire à l'électrode de tungstène. Dans le soudage à l'arc sous argon (TIG), la surface du matériau absorbe l'énergie laser, la transfère à l'intérieur par conduction thermique et la fait fondre, et forme un joint de soudure ou une soudure après solidification.
La figure 3.3 montre un diagramme schématique du processus de fusion du soudage par conduction thermique au laser. Lorsque la densité de puissance du spot laser est inférieure à 105W/cm2, le laser chauffe la surface métallique entre le point de fusion et le point d'ébullition. Lors du soudage, la surface du matériau métallique convertit l'énergie lumineuse absorbée en énergie thermique, de sorte que la température de la surface métallique augmente et fond, puis l'énergie thermique est transférée à l'intérieur du métal par conduction thermique de sorte que la fusion la zone se dilate progressivement et le joint de soudure ou la soudure se forme après solidification. Par conséquent, le soudage par conductivité thermique est également appelé soudage par transfert thermique.

1-Laser est 2-Matériau de base 3-Piscine 4-Chaîne de soudage
Dans le processus de soudage par conduction thermique au laser, le changement de température provoqué par le chauffage au laser modifie la tension superficielle de la piscine en fusion, ce qui produit une force d'agitation plus importante dans la piscine en fusion, de sorte que le métal liquide dans la piscine en fusion s'écoule dans une certaine direction . Puisqu'il n'y a pas de pression de vapeur, d'effet non linéaire et d'effet de trou d'épingle pendant le soudage par conduction thermique au laser, la profondeur de pénétration est généralement faible. La comparaison entre le soudage par conduction thermique au laser et la pénétration profonde soudage est illustré à la figure 3.4.

Lors du soudage par conduction thermique au laser, la température de surface de la pièce ne dépasse pas le point d'ébullition du matériau. L'énergie lumineuse absorbée par la pièce est convertie en énergie thermique, puis la pièce est fondue par conduction thermique. La forme du bain de fusion est approximativement hémisphérique. La caractéristique du soudage par conduction thermique est que la densité de puissance du point laser est faible, une grande partie du laser est réfléchie par la surface métallique, le taux d'absorption du laser est faible, la profondeur de soudage est peu profonde, le joint de soudure est petit, et la zone affectée par la chaleur est petite, donc la déformation de soudage est petite et la précision est élevée. La qualité de soudage est également très bonne, mais la vitesse de soudage est lente. Le soudage par conduction thermique est principalement utilisé pour le soudage de précision de plaques minces (épaisseur δ<1mm) et de petites pièces telles que l'instrumentation, les coques de batterie, les composants électroniques, etc.
Le fait que le soudage laser soit effectué par soudage par conduction thermique dépend des paramètres du procédé de soudage laser. Essentiellement, lorsque la densité de puissance du spot laser est inférieure à 105W/cm2, la surface du matériau est chauffée entre le point de fusion et le point d'ébullition pour garantir que le matériau est complètement fondu sans vaporisation, et la qualité de soudage est facile à garantir.
Soudage laser à pénétration profonde (soudage de petits trous)
Le soudage de petits trous est similaire au soudage par faisceau d'électrons. Le faisceau laser à haute densité de puissance provoque la fusion locale du matériau et la formation de petits trous. Le faisceau laser pénètre dans les petits trous du bain de fusion et se forme avec le mouvement du faisceau laser Soudure continue. Lorsque la densité de puissance ponctuelle est élevée, les petits trous produits pénètrent dans toute l'épaisseur de la plaque pour former des soudures à pénétration profonde (ou des joints de soudure). Dans le soudage laser continu, le petit trou avance le long de la direction de soudage avec le faisceau par rapport à la pièce. Le métal fond devant le petit trou, et après que le métal déposé s'écoule autour du petit trou vers l'arrière, il se solidifie à nouveau pour former une soudure.
Le faisceau laser du soudage à pénétration profonde peut pénétrer profondément dans la soudure, formant ainsi une soudure d'une profondeur et d'une largeur relativement importantes. Si la densité de puissance laser est suffisamment grande et que le matériau est relativement fin, le petit trou formé par soudage laser pénètre toute l'épaisseur de la plaque et la surface arrière peut recevoir une partie du laser. Cette méthode peut également être appelée soudage par effet sténopé laser à plaque mince.
La figure 3.5 montre le phénomène d'échauffement de faisceaux laser avec différentes densités de puissance. Le petit trou est entouré de métal en fusion. La gravité et la tension superficielle du métal en fusion ont tendance à combler le petit trou, tandis que la vapeur de métal continue essaie de maintenir le petit trou. Avec le mouvement du faisceau laser, le petit trou se déplacera avec la lumière, mais sa forme et sa taille sont stables.
Un front d'ablation oblique est formé devant le petit trou. Dans cette zone, il existe un gradient de pression et un gradient de température autour du petit trou. Sous l'action du gradient de pression, le matériau fritté s'écoule le long de la périphérie du petit trou de l'avant vers l'arrière. Le gradient de température signifie qu'une petite tension superficielle est établie autour du petit trou, ce qui entraîne davantage le matériau fondu à s'écouler autour du petit trou de l'avant vers l'arrière, et se solidifie finalement derrière le petit trou pour former une soudure.
En ce qui concerne l'absorption de la lumière laser par les matériaux métalliques, l'apparition de petits trous est une ligne de démarcation. Avant l'apparition de petits trous, que la surface du matériau soit en phase solide ou en phase liquide, le taux d'absorption de la lumière laser ne change que lentement avec l'augmentation de la température de surface. Une fois que le matériau se vaporise et forme du plasma et de petits trous, le taux d'absorption du matériau du laser subira un changement soudain, et son taux d'absorption n'est presque plus lié à la longueur d'onde du laser, aux caractéristiques du métal et à l'état de surface du matériau, mais dépend principalement de les facteurs plasma et laser tels que l'interaction et l'effet petit trou.

1-Nuage de plasma 2-Matériau fondant 3-Trou de serrure 4-Profondeur de pénétration
Le taux d'absorption du laser subira un changement soudain et son taux d'absorption n'est presque plus cohérent avec la longueur d'onde du laser, les propriétés du métal et la forme de surface du matériau. L'état est lié, et dépend principalement de facteurs tels que l'interaction entre le plasma et le laser et l'effet sténopé.
La figure 3.6 montre la mesure réelle de la réflectivité de la surface de la pièce au laser pendant le processus de soudage laser en fonction de la densité de puissance laser. Lorsque la densité de puissance laser est supérieure au seuil de vaporisation (106W/cm2), la réflectivité R chute brutalement à une valeur très faible en raison de la génération de petits trous, et le taux d'absorption du matériau du laser augmente fortement.

L'effet petit trou
Le soudage laser à pénétration profonde est également appelé soudage laser en trou de serrure, et sa caractéristique essentielle est le soudage laser avec effet trou de serrure. Le faisceau laser peut rayonner vers la couche profonde du matériau à travers le petit trou, compléter le transfert et la conversion d'énergie dans le petit trou, réaliser le soudage à pénétration profonde et obtenir la soudure profonde et étroite avec un grand rapport d'aspect.
Lorsque la densité de puissance du spot laser est suffisamment grande (>106W/cm2), la surface métallique est rapidement chauffée sous l'irradiation du faisceau laser, et sa température de surface s'élève jusqu'au point d'ébullition en très peu de temps (10-8~10-6s), Faire fondre et vaporiser le métal. La vapeur de métal générée quitte la piscine en fusion à une certaine vitesse, et la vapeur débordante génère une pression supplémentaire sur le métal liquide en fusion, ce qui fait couler la surface métallique de la piscine en fusion vers le bas, créant un petit trou sous le spot laser. Lorsque le faisceau laser continue de chauffer le fond du petit trou, la vapeur de métal générée d'une part presse le métal liquide au fond du trou pour approfondir davantage le petit trou, d'autre part, la vapeur s'échappant du trou presse le métal en fusion à la périphérie de la piscine en fusion. Un trou allongé est formé dans le métal liquide, comme le montre la figure 3.7.

Lorsque la pression de recul de la vapeur métallique générée par l'énergie du faisceau laser est équilibrée avec la tension superficielle et la gravité du métal liquide, le petit trou ne continue pas à s'approfondir, formant un petit trou profond et stable pour le soudage (effet de petit trou) .
L'effet de focalisation des parois latérales produit lors du développement du trou d'épingle a une influence importante sur le processus de soudage. Lorsque le petit trou est formé, lorsque le faisceau laser entrant dans le petit trou interagit avec la paroi latérale du petit trou, une partie de la lumière est absorbée par la paroi latérale, et l'autre partie du faisceau lumineux est réfléchie par la surface de la paroi latérale pour le fond du petit trou et reconverge, comme le montre la figure 3.8.

En raison de l'effet de focalisation sur la paroi latérale, le faisceau laser avec un certain angle de divergence ne divergera pas de manière significative et n'élargira pas le petit trou même s'il pénètre dans la partie profonde du matériau mais est réfléchi et focalisé sur le fond du petit trou pour maintenir un petit taille du spot, faisant le petit trou La profondeur ne cesse d'augmenter. Lorsque le laser est réfléchi et focalisé une fois dans le petit trou, son énergie est réduite d'une partie, jusqu'à ce que l'énergie laser s'atténue à une certaine valeur, la profondeur du petit trou n'augmente plus, et enfin, une soudure profonde et étroite est obtenu.
Pendant le processus de soudage, la paroi latérale du petit trou est toujours dans un état très fluctuant et la couche plus mince de métal en fusion dans la paroi avant du petit trou s'écoule vers le bas avec la fluctuation de la paroi [Figure 3.9 (a)]. Toute bosse sur la paroi avant du petit trou s'évaporera fortement en raison de l'irradiation du faisceau laser à haute densité de puissance, et la vapeur générée sera pulvérisée en arrière pour impacter le métal fondu de la piscine sur la paroi arrière, provoquant l'oscillation du piscine en fusion et favoriser le processus de solidification de la piscine en fusion. Le débordement de gaz.
Mettez des particules de tungstène d'un diamètre de 0,1 à 0,4 mm dans la piscine en fusion, et l'état d'écoulement de la piscine en fusion sous l'action des petits trous peut être clairement observé par irradiation aux rayons X, comme le montre la figure 3.9 (b). Il y a un courant de Foucault rotatif dans le bain de fusion et l'énergie est grande, ce qui a une forte force d'agitation. Figure 3.8 La paroi latérale du petit trou tombe rapidement sur la paroi avant du petit trou à une vitesse d'environ 0,4 m/s. Lorsqu'il atteint le fond du petit trou, un vortex se forme derrière le petit trou par le flux de liquide descendant. À ce stade, la vitesse de déplacement des particules de tungstène est de 0,2 à 0,3 m/s, ce qui est beaucoup plus rapide que la convection naturelle normale. Le mouvement des particules de tungstène peut essentiellement représenter le flux de métal liquide dans le bain en fusion. Les plus grosses bulles générées au fond de la piscine en fusion ne dépendent pas complètement de la flottabilité pour s'écouler hors de la piscine en fusion mais sont extraites de la piscine en fusion par l'écoulement liquide du métal.
La vapeur dans les pores fondus est composée de vapeur de métal à haute température et du gaz protecteur aspiré par la pulsation des pores et est partiellement ionisée pour former un plasma chargé. Le flux de vapeur des petits trous est rapide (proche de la vitesse du son), et des bruits chaotiques peuvent être entendus. La forte évaporation du métal dans les petits trous forme même un jet. Cette évaporation irrégulière provoque la vibration rapide du métal liquide et provoque la fluctuation des petits trous.

Caractéristiques de l'état de pénétration du soudage laser et de la formation du cordon de soudure
Caractéristiques de l'état de pénétration du soudage laser
La profondeur de pénétration du soudage laser fait référence à l'épaisseur de la pièce qui est fondue par le laser pendant le processus de soudage. Généralement, la profondeur du petit trou est considérée comme la profondeur de pénétration, de sorte que la pénétration du petit trou à travers la pièce est souvent équivalente à la pénétration. En fait, parce qu'il y a une certaine épaisseur de couche de métal liquide autour du petit trou, il peut y avoir des situations où le petit trou ne pénètre pas dans la pièce mais la pièce a été fondue. Grâce à l'analyse du processus de soudage au laser et de l'état de pénétration de l'arrière de la soudure, il peut être déterminé que le soudage à pénétration profonde au laser a les états de pénétration suivants, comme le montre la figure 3.10
Pas fondu
Pendant le processus de soudage, le petit trou et le métal liquide en dessous n'ont pas pénétré le matériau de base (pièce), et aucune trace de métal en fusion n'est visible à l'arrière de la pièce (Figure 3.10(a)).

Pénétration du bain de soudure uniquement
Pendant le processus de soudage, le petit trou est proche de la surface inférieure de la pièce, mais n'a pas pénétré la pièce, et le métal liquide sous le petit trou pénètre à l'arrière de la pièce. Bien que l'arrière de la pièce soit fondu, le métal liquide en fusion ne peut pas former un large bain en fusion à l'arrière de la pièce en raison de l'effet de la tension superficielle. Par conséquent, l'arrière de la soudure présente une mince hauteur de pile continue ou discontinue après solidification. Bien que cet état se situe également dans la plage de pénétration, la pénétration de l'ensemble de la soudure n'est pas fiable et instable en raison de la faible largeur de la face arrière (figure 3.10(b)), en particulier lorsque la soudure est soudée bout à bout. S'il y a une légère déviation, il n'y aura pas de fusion.
Pénétration modérée (petit trou de pénétration)
Pendant le processus de soudage, le petit trou pénètre juste dans la pièce. À ce stade, la vapeur de métal à l'intérieur du petit trou sera pulvérisée sous la pièce et sa pression de recul fera s'écouler le métal liquide autour du petit trou, ce qui entraînera une augmentation significative de la largeur de l'arrière de la piscine en fusion, ce qui est formé après soudage. Forme de soudure avec une largeur de soudure uniforme et modérée sur la face arrière et pratiquement aucune accumulation [Figure 3. 10(c)]
Sur-pénétration
En raison de l'apport de chaleur excessif pendant le processus de soudage, le petit trou pénètre non seulement dans la pièce, mais le diamètre du petit trou et l'épaisseur de la couche de métal liquide qui l'entoure augmentent considérablement, ce qui entraîne un bain de fusion excessivement large (beaucoup plus grand que la face arrière fondant dans un état de pénétration modéré Large), et même provoquer une bosselure de la surface de la soudure et ainsi de suite [Figure 3. 10 (d)].
Parmi les quatre états de pénétration ci-dessus, l'état modérément cuit (pénétration du petit trou) est l'état de pénétration idéal, car le petit trou pénètre la pièce à ce moment pour garantir que la soudure est complètement pénétrée et que le bain de fusion n'est pas trop large. Cela conduit à des bosses sur la surface de la soudure. Par conséquent, l'état de pénétration modérée (pénétration de petits trous) peut être utilisé comme référence pour la détection et le contrôle de la pénétration.
L'analyse microscopique a montré que seule la section de la soudure à l'état de pénétration du bain de fusion présente un triangle inversé plus évident, tandis que la section de la soudure à l'état de pénétration modérée présente une forme trapézoïdale inversée ou hyperbolique. C'est-à-dire que l'état de pénétration approprié doit être exprimé par le fait que les faces avant et arrière du cordon de soudure sont à la fois formées et plates, sans bosses ni hauteur de pile évidente, et ont une certaine largeur de fusion arrière.
Caractéristiques de la formation de soudure dans le soudage laser
La soudure du soudage par conduction thermique au laser présente les caractéristiques du soudage par fusion conventionnel (telles que le soudage à l'arc, le soudage sous protection gazeuse, etc.). La formation du cordon de soudure pendant le soudage laser à pénétration profonde est illustrée à la figure 3.11. Le bain fondu du soudage au laser a la caractéristique d'un changement périodique, la raison en est l'effet d'auto-oscillation dans le processus d'interaction laser et matériau. La fréquence de cette auto-oscillation est généralement de 100 à 10000 Hz, l'amplitude des fluctuations de température est de 100 à 500 Hz et l'amplitude des fluctuations de température est de 100 à 500 K.

En raison de l'effet d'auto-oscillation, les petits trous et le flux de métal dans le bain en fusion subissent des changements périodiques. La formation du petit trou permet au laser de rayonner jusqu'à la profondeur du petit trou, renforce l'absorption de l'énergie laser par le bain de fusion et augmente encore la profondeur du petit trou d'origine. La vaporisation du métal en fusion permet de maintenir le petit trou, formant un rapport d'aspect de grandes soudures continues.
Étant donné que l'apport de chaleur du soudage laser à pénétration profonde est de 1/10 ~ 1/3 du soudage à l'arc, le processus de solidification est très rapide. Surtout dans la partie inférieure de la soudure, car elle est très étroite et a de bonnes conditions de dissipation thermique, elle a une vitesse de refroidissement rapide, de sorte que de fins cristaux équivalents se forment à l'intérieur de la soudure, et la taille des grains est d'environ 1/3 de celle de soudage à l'arc.
En utilisant le soudage au laser, "Tant que vous pouvez voir, vous pouvez souder." Le soudage laser peut être effectué dans une station éloignée, à travers une fenêtre, ou à l'intérieur de pièces tridimensionnelles où les électrodes ou les faisceaux d'électrons ne peuvent pas pénétrer. Comme le soudage par faisceau d'électrons, le soudage au laser ne peut être effectué que d'un seul côté, de sorte que le soudage d'un seul côté peut être utilisé pour souder des pièces laminées ensemble. Cet avantage du soudage laser ouvre une nouvelle voie pour la conception de joints de soudage. Avec le soudage au laser, non seulement la qualité du soudage est considérablement améliorée, mais la productivité est également supérieure à celle des méthodes de soudage traditionnelles.
Caractéristiques et applications du soudage laser
Caractéristiques du soudage laser
Le soudage laser est une méthode de soudage par fusion qui utilise un faisceau laser à haute densité d'énergie comme source de chaleur. Avec le soudage au laser, non seulement la productivité est supérieure à la méthode de soudage traditionnelle, mais la qualité du soudage est également considérablement améliorée. Par rapport aux méthodes de soudage générales, le soudage laser présente les caractéristiques suivantes.
- Le laser focalisé a une densité de puissance élevée (105~107W/cm2 ou plus) et une vitesse de chauffage rapide, qui peut réaliser un soudage à pénétration profonde et un soudage à grande vitesse. En raison de la petite plage de chauffage du laser (le diamètre du spot est inférieur à 1 mm), il est au même niveau. Dans les conditions de puissance et d'épaisseur de soudure, la zone de soudage affectée par la chaleur est petite et la contrainte et la déformation de soudage sont faibles.
- L'astigmatisme peut être émis et transmis et parcourir une distance considérable dans l'espace avec une très faible atténuation. Il peut être transmis et dévié en pliant des fibres optiques, des prismes, etc., et il est facile de se concentrer. Il est particulièrement adapté pour se concentrer sur des micro pièces dans de petites pièces inaccessibles ou éloignées. Distance à souder.
- Il appartient au soudage sans contact, aucune électrode n'est nécessaire et il n'y a pas de contamination ou d'usure des électrodes. Un laser peut être utilisé pour différents traitements sur plusieurs établis. Elle peut être utilisée pour le soudage, mais aussi pour la découpe, le placage, l'alliage et le traitement thermique de surface, etc. Une machine a de multiples usages.
- Le faisceau laser a peu d'atténuation dans l'atmosphère et peut traverser des objets transparents tels que le verre. Il convient au soudage de matériaux hautement toxiques tels que les alliages de béryllium dans un récipient scellé en verre ; le laser n'est pas affecté par les champs électromagnétiques (le soudage à l'arc et le soudage par faisceau d'électrons sont affectés), peut aligner avec précision la soudure ; il n'y a pas de protection contre les rayons X et aucune protection contre le vide n'est requise.
- Il peut souder des matériaux difficiles à souder par les méthodes de soudage conventionnelles, tels que les métaux à point de fusion élevé et les matériaux non métalliques (tels que la céramique, le verre organique, etc.). Les matériaux sensibles à l'apport de chaleur peuvent également être soudés au laser. Aucun traitement thermique n'est requis après le soudage, et divers types de soudage peuvent être effectués. Matériaux hétérogènes.
Par rapport au soudage par faisceau d'électrons, la principale caractéristique du soudage laser est qu'il ne nécessite pas de chambre à vide (le soudage peut être effectué dans l'atmosphère) et ne produit pas de rayons X.
Les principaux obstacles affectant actuellement l'expansion du soudage laser sont les suivants.
- Les lasers (en particulier les lasers continus à haute puissance) sont chers. À l'heure actuelle, la puissance maximale des lasers industriels est d'environ 25 kW et l'épaisseur maximale des pièces soudables est d'environ 20 mm, ce qui est beaucoup plus petit que le soudage par faisceau d'électrons.
- Les exigences de traitement, d'assemblage et de positionnement de la soudure sont très élevées. La position de la soudure doit être très précise et se situer dans la plage de focalisation du faisceau laser.
- La conversion électro-optique et l'efficacité de fonctionnement globale du laser sont faibles, et le taux de conversion d'énergie du faisceau n'est que de 10% à 20%. Il est difficile pour le soudage laser de souder des métaux à haute réflectivité.
Exemple de soudage laser
Fabrication
Le Japon remplace le soudage bout à bout par du CO2 soudage laser pour connecter des bobines d'acier laminé. Le soudage de plaques ultra-minces (telles que des feuilles d'une épaisseur inférieure à 100 pm) ne peut pas être soudé, mais le soudage laser YAG avec une forme d'onde de puissance de sortie spéciale peut être soudé avec succès, ce qui montre les larges perspectives du soudage laser. La société japonaise Kawasaki Heavy Industries Corporation a remplacé le procédé de soudage par points traditionnel par le soudage au laser dans la fabrication de véhicules ferroviaires, ce qui a amélioré la résistance, la rigidité et l'étanchéité à l'air de la carrosserie, et l'efficacité de la production a également été considérablement améliorée. La figure 3.12 montre un diagramme schématique de la structure en nid d'abeille de la carrosserie du wagon à grande vitesse soudée au laser. Le Japon a également développé avec succès l'utilisation du soudage laser YAG pour le soudage et l'entretien des tubes minces des générateurs de vapeur dans les réacteurs nucléaires.

Industrie automobile
À la fin des années 1980, le soudage laser au kilowatt a été appliqué avec succès à la production industrielle. De nos jours, les lignes de production de soudage laser sont apparues à grande échelle dans l'industrie automobile. Les constructeurs automobiles européens tels qu'Audi, Mercedes-Benz, Volkswagen en Allemagne et Volvo en Suède ont pris les devants en utilisant la technologie de soudage au laser pour souder les toits, les carrosseries et les cadres latéraux dès les années 1980. Dans les années 1990, GM, Ford et Chrysler se sont également fait concurrence pour introduire le soudage au laser dans la fabrication automobile. Bien qu'il ait commencé tard, il s'est développé rapidement. La société italienne Fiat utilise le soudage au laser pour le soudage et l'assemblage de la plupart des composants en tôle d'acier. Les sociétés japonaises Nissan, Honda et Toyota utilisent également des procédés de soudage et de découpe au laser dans la fabrication de panneaux de carrosserie.
La technologie de soudage sur mesure au laser est largement utilisée dans la fabrication de voitures étrangères. Dès 2000, il y avait dans le monde plus de 100 lignes de production soudées sur mesure au laser pour les ébauches sur mesure, avec une production annuelle de 70 millions de pièces d'ébauches soudées sur mesure pour les composants automobiles, et a continué de croître à un rythme relativement élevé chaque année. Les modèles importés produits dans le pays Passat, Buick, Audi et d'autres ont également adopté des structures vierges coupées.
Les pièces d'assemblage soudées au laser en acier à haute résistance sont de plus en plus utilisées dans la fabrication de carrosseries automobiles en raison de leurs excellentes performances. Selon les caractéristiques des grands lots et de l'automatisation élevée dans l'industrie automobile, les équipements de soudage laser se développent dans le sens de la haute puissance et du multicanal. D'une part, le Sandia National Laboratory aux États-Unis et Pratt Whitney ont mené conjointement des recherches sur l'ajout de poudre et de fil métallique dans le procédé de soudage laser. L'Institute of Applied Beam Technology de Brême, en Allemagne, a mené de nombreuses recherches sur l'utilisation du soudage au laser des cadres de carrosserie en alliage d'aluminium. L'ajout de métal d'apport à la soudure peut aider à éliminer les fissures à chaud et augmenter la vitesse de soudage. La ligne de production développée a été mise en production chez Mercedes-Benz.
À l'heure actuelle, la technologie de soudage au laser a été largement utilisée dans les lignes de production automobile et a été utilisée dans le châssis, la carrosserie, le toit, la porte, le châssis latéral, le capot moteur, le châssis du moteur, le châssis du radiateur, le compartiment à bagages, le tableau de bord, la boîte de vitesses à vitesse variable, la soupape lève-personne Structures et composants tels que tiges et charnières de porte. L'application à grande échelle de la technologie de soudage au laser a considérablement amélioré le niveau de fabrication automobile, la qualité des produits et les performances, et a créé des conditions pour la réalisation d'une conception et d'une fabrication légères, à haute résistance et flexibles.
Industrie aéro-nautique
L'application de la technologie de soudage au laser dans l'industrie aéronautique a attiré l'attention des pays développés du monde. Par exemple, en Europe, la structure de paroi de fuselage de l'Airbus A330/340 est une structure globale soudée au laser. La peau du fuselage (alliage d'aluminium 6013-T6) et les nervures (6013-T6511) sont soudées pour former une paroi intégrale du fuselage à l'aide de la technologie de soudage laser. Le panneau remplace le panneau mural d'étanchéité riveté d'origine, réduisant le poids de 15% et le coût de 15%. Pour un autre exemple, un CO2 un laser d'une puissance nominale de 10 kW est utilisé pour souder le joint en forme de T des panneaux muraux en alliage d'aluminium (6013, épaisseur 2 mm) et des nervures (6013, épaisseur 4 mm), et du fil de soudage AISi12 est ajouté, et la vitesse de soudage est de 10 m/ min. Ci-dessous, la puissance de soudage réelle est de 4 kW, la largeur de la paroi soudée globale est d'environ 2 m et l'effet d'application de la structure de soudage au laser est bon. Le noyau en nid d'abeille à petites cellules fabriqué par le personnel scientifique et technologique de notre pays à l'aide de la technologie de soudage laser offre une garantie technique pour l'amélioration des performances des moteurs d'avion.

Les quelques exemples typiques ci-dessus montrent que la technologie de soudage au laser a une très large perspective d'application dans la fabrication de structures d'avions. Dans mon pays, l'application du CO industriel 5KW2 Les équipements de soudage au laser dans l'industrie aéronautique sont progressivement devenus populaires et les lasers supérieurs à 10 kW sont également entrés dans les applications d'ingénierie.

Puis-je acheter le soudage laser?
Oui