Блог
Общие сведения о лазерной сварке

Приблизительное время прочтения: 27 минут
О лазерной сварке - это эффективный и точный метод сварки, в котором в качестве источника тепла для сварки используется лазерный луч с высокой плотностью энергии. В связи с быстрым развитием науки и технологий и непрерывной разработкой новых материалов требования к характеристикам сварных конструкций становятся все выше и выше. Лазерная сварка привлекла внимание своими преимуществами высокой плотности энергии, глубокого проплавления, высокой точности и высокой адаптируемости. Лазерная сварка играет очень важную роль при сварке некоторых специальных материалов и конструкций. Этот метод сварки применяется в таких высокотехнологичных областях, как аэрокосмическая промышленность, электроника, автомобилестроение, атомная энергетика и т. Д., И привлекает все большее внимание промышленно развитых стран.
Лазер представляет собой разновидность монохроматического, сильнонаправленного и яркого светового луча, создаваемого с помощью стимулированного излучения для реализации принципа усиления света. После фокусировки линзой или зеркалом пучок энергии диаметром менее 0,01 мм и плотностью мощности до 1012Вт / м2 могут быть получены, которые могут быть использованы в качестве источника тепла для сварки, резки и поверхностной наплавки материалов.
Принцип и классификация лазерной сварки
Принцип лазерной сварки
Лазерная сварка - это метод сварки, в котором энергия лазера (видимого света или ультрафиолета) используется в качестве источника тепла для плавления и соединения деталей. Лазерная сварка может быть достигнута не только потому, что сам лазер имеет чрезвычайно высокую энергию, но, что более важно, потому что энергия лазера сильно сфокусирована в одной точке, что делает его плотность энергии очень большой.
Во время лазерной сварки лазер облучает поверхность свариваемого материала и воздействует на нее. Часть его отражается, а часть поглощается и попадает в материал. Для непрозрачных материалов проходящий свет поглощается, а линейный коэффициент поглощения металла составляет 107~108м-1. Для металлов лазер поглощается толщиной 0,01-0,0 мм. 1 мкм на поверхности металла и преобразуется в тепловую энергию, которая вызывает резкое повышение температуры поверхности металла, а затем передается внутрь металла.
Принцип работы CO2 лазер показан на рисунке 3.1. Оптическая система, состоящая из зеркала и линзы, фокусирует и передает лазер на свариваемую деталь. Большая часть лазерной сварки выполняется под управлением компьютера. Свариваемую деталь можно перемещать с помощью одномерной или трехмерной платформы с компьютерным управлением (например, станка с ЧПУ); заготовку также можно зафиксировать, а процесс сварки можно завершить, изменив положение лазерного луча.

Принцип лазерной сварки заключается в том, что фотоны бомбардируют поверхность металла с образованием пара, а испаренный металл может предотвратить отражение оставшейся энергии от металла. Если свариваемый металл имеет хорошую теплопроводность, он получит большую глубину проплавления. Отражение, пропускание и поглощение лазерного света на поверхности материала по существу являются результатом взаимодействия между электромагнитным полем световых волн и материалом. Когда лазерная световая волна входит в материал, заряженные частицы в материале вибрируют в соответствии с шагом электрического вектора световой волны. Лучистая энергия фотона становится кинетической энергией электрона. После того, как вещество поглощает лазерный свет, оно сначала производит избыточную энергию определенных частиц, такую как кинетическая энергия свободных электронов, энергия возбуждения связанных электронов или избыточные фононы. Эти первоначальные энергии возбуждения преобразуются в тепловую энергию после определенного процесса.
Помимо того, что они являются электромагнитной волной, как и другие источники света, лазеры также обладают характеристиками, которыми не обладают другие источники света, такими как высокая направленность, высокая яркость (интенсивность фотонов), высокая монохроматичность и высокая когерентность. Во время лазерной сварки преобразование световой энергии, поглощенной материалом, в тепловую энергию завершается за очень короткое время (около 10-9с). В течение этого времени тепловая энергия ограничивается только областью материала, облученной лазером, а затем посредством теплопроводности тепло передается из высокотемпературной области в низкотемпературную.
Поглощение лазерного света металлом в основном связано с такими факторами, как длина волны лазера, свойства материала, температура, состояние поверхности и плотность мощности лазера. Вообще говоря, скорость поглощения металла лазером увеличивается с повышением температуры и увеличивается с увеличением удельного сопротивления.
Лазеры, используемые для лазерной сварки, включают CO2 лазеры, YAG лазеры, полупроводниковые лазеры и волоконные лазеры. В области сварки в основном используются следующие лазеры: твердотельный лазер YAG (иттрий-алюминий-гранат с неодимом3+, Сокращенно ЯГ); CO2 газовый лазер; волоконный лазер.
В процессе лазерной сварки заготовка и луч перемещаются относительно друг друга. Из-за сильной движущей силы, создаваемой сильным испарением, расплавленный металл в передней части небольшого отверстия ускоряется под определенным углом, и приповерхностная поверхность за небольшим отверстием формируется, как показано на рисунке 3.2. Течение расплава (главный вихрь). После этого температура жидкого металла за небольшим отверстием быстро падает из-за эффекта теплопередачи, и жидкий металл быстро затвердевает, образуя сплошной сварной шов.

Классификация лазерной сварки
По способу воздействия лазера на изделие и выходной энергии лазера его можно разделить на непрерывную лазерную сварку и импульсную лазерную сварку. Непрерывная лазерная сварка образует непрерывный сварной шов в процессе сварки. Энергия, подводимая к заготовке при импульсной лазерной сварке, является прерывистой и импульсной, и каждый лазерный импульс образует круглое сварочное пятно во время процесса сварки.
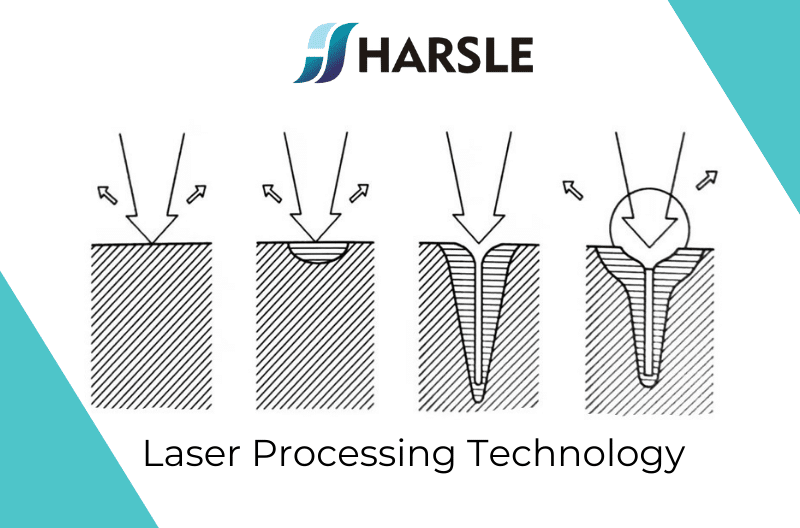
Есть два основных режима лазерной сварки. В соответствии с различной плотностью мощности пятна на заготовке после лазерной фокусировки лазерную сварку обычно делят на теплопроводную (плотность мощности менее 105Вт / см2) и сварка с глубоким проплавлением (также называемая сваркой малых отверстий, мощность Плотность более 106Вт / см2).
Лазерная термическая сварка (сварка с теплопередачей)
При более низкой плотности мощности лазера и более продолжительном времени лазерного облучения материал постепенно тает с поверхностного слоя. Благодаря подводимой энергии и теплопроводности граница раздела жидкость-твердое тело перемещается внутрь материала, и, наконец, реализуется процесс сварки, аналогичный вольфрамовому электроду. При аргонодуговой сварке (TIG) поверхность материала поглощает энергию лазера, передает ее внутрь посредством теплопроводности и плавит ее, а после затвердевания образует паяное соединение или сварной шов.
На рисунке 3.3 представлена принципиальная схема процесса плавления при лазерной теплопроводной сварке. При плотности мощности лазерного пятна менее 105Вт / см2, лазер нагревает металлическую поверхность до температуры от точки плавления до точки кипения. При сварке поверхность металлического материала преобразует поглощенную световую энергию в тепловую, так что температура поверхности металла повышается и плавится, а затем тепловая энергия передается внутрь металла за счет теплопроводности, так что плавление зона постепенно расширяется, и после затвердевания образуется паяное соединение или сварной шов. Поэтому сварку с теплопроводностью также называют сваркой с теплопередачей.

1-Laser East 2-Основной материал 3-Временный бассейн 4-Сварочная цепь
В процессе лазерной теплопроводной сварки изменение температуры, вызванное лазерным нагревом, изменяет поверхностное натяжение ванны расплава, что создает большую силу перемешивания в ванне расплава, так что жидкий металл в ванне расплава течет в определенном направлении. . Поскольку при лазерной теплопроводной сварке отсутствует давление пара, нелинейный эффект и эффект точечного отверстия, глубина проплавления, как правило, мала. Сравнение лазерной теплопроводной сварки и глубокого проплавления сварка показан на рисунке 3.4.

При лазерной теплопроводной сварке температура поверхности детали не превышает температуру кипения материала. Световая энергия, поглощаемая заготовкой, преобразуется в тепловую энергию, а затем заготовка плавится за счет теплопроводности. Форма ванны расплава приблизительно полусферическая. Характеристика теплопроводной сварки заключается в том, что плотность мощности лазерного пятна мала, большая часть лазера отражается от поверхности металла, скорость поглощения лазера мала, глубина сварки мала, паяное соединение малая, а зона термического влияния мала, поэтому сварочная деформация мала, а точность высока. Качество сварки также очень хорошее, но скорость сварки низкая. Теплопроводная сварка в основном используется для прецизионной сварки тонких пластин (толщиной δ <1 мм) и небольших деталей, таких как приборы, корпуса батарей, электронные компоненты и т. Д.
Выполнение лазерной сварки методом теплопроводной сварки зависит от параметров процесса лазерной сварки. По сути, при плотности мощности лазерного пятна менее 105Вт / см2, поверхность материала нагревается до температуры от точки плавления до точки кипения, чтобы обеспечить полное плавление материала без испарения, а качество сварки легко гарантировать.
Лазерная сварка с глубоким проплавлением (сварка малых отверстий)
Сварка малых отверстий аналогична электронно-лучевой сварке. Луч лазера с высокой плотностью мощности вызывает локальное плавление материала и образование небольших отверстий. Лазерный луч проникает в небольшие отверстия в ванне расплава и образует с движением лазерного луча непрерывный сварной шов. При высокой плотности точечной мощности образующиеся небольшие отверстия будут проходить через всю толщину пластины, образуя сварные швы с глубоким проплавлением (или паяные соединения). При непрерывной лазерной сварке небольшое отверстие продвигается вдоль направления сварки вместе с лучом относительно заготовки. Металл плавится перед небольшим отверстием, и после того, как наплавленный металл обтекает маленькое отверстие назад, он снова затвердевает, образуя сварной шов.
Лазерный луч при сварке с глубоким проплавлением может проникать глубоко в сварной элемент, образуя сварной шов с относительно большой глубиной и шириной. Если плотность мощности лазера достаточно велика, а материал относительно тонкий, небольшое отверстие, образованное лазерной сваркой, проникает на всю толщину пластины, и задняя поверхность может принимать часть лазера. Этот метод также можно назвать сваркой тонких пластин с лазерным эффектом точечного отверстия.
На рис. 3.5 показано явление нагрева лазерных лучей с разной плотностью мощности. Небольшое отверстие окружено расплавленным металлом ванны. Гравитация и поверхностное натяжение расплавленного металла имеют тенденцию перекрывать маленькое отверстие, в то время как непрерывный пар металла пытается сохранить маленькое отверстие. При движении лазерного луча небольшое отверстие будет перемещаться вместе со светом, но его форма и размер остаются неизменными.
Перед небольшим отверстием формируется наклонный фронт абляции. В этой области есть градиент давления и градиент температуры вокруг небольшого отверстия. Под действием градиента давления спеченный материал течет по периферии небольшого отверстия спереди назад. Температурный градиент означает, что вокруг небольшого отверстия устанавливается небольшое поверхностное натяжение, которое дополнительно заставляет расплавленный материал обтекать небольшое отверстие спереди назад и, наконец, затвердевает за небольшим отверстием, образуя сварной шов.
Что касается поглощения лазерного света металлическими материалами, появление маленьких отверстий является разделительной линией. До появления небольших отверстий, независимо от того, находится ли поверхность материала в твердой фазе или в жидкой фазе, скорость поглощения лазерного света медленно изменяется с увеличением температуры поверхности. Как только материал испарится и образует плазму и небольшие отверстия, скорость поглощения лазера материалом внезапно изменится, и его скорость поглощения больше не будет зависеть от длины волны лазера, характеристик металла и состояния поверхности материала, а в основном зависит от плазменные и лазерные факторы, такие как взаимодействие и эффект малых отверстий.

1-плазменное облако 2-плавление материала 3-замочная скважина 4-глубина проникновения
Скорость поглощения лазера внезапно изменится, и его скорость поглощения больше не будет соответствовать длине волны лазера, свойствам металла и форме поверхности материала. Состояние взаимосвязано и в основном зависит от таких факторов, как взаимодействие между плазмой и лазером и эффект обскуры.
На рис. 3.6 показано фактическое измерение коэффициента отражения поверхности детали относительно лазера во время процесса лазерной сварки в зависимости от плотности мощности лазера. Когда плотность мощности лазера больше порога испарения (106Вт / см2), коэффициент отражения R внезапно падает до очень низкого значения из-за образования небольших отверстий, и скорость поглощения лазера материалом резко возрастает.

Эффект маленького отверстия
Лазерная сварка с глубоким проплавлением также называется лазерной сваркой с замочной скважиной, и ее важной особенностью является лазерная сварка с эффектом замочной скважины. Лазерный луч может излучать в глубокий слой материала через маленькое отверстие, завершать передачу энергии и преобразование в маленьком отверстии, осуществлять сварку с глубоким проплавлением и получать глубокий и узкий шов с большим соотношением сторон.
Когда плотность мощности лазерного пятна достаточно велика (> 106Вт / см2), поверхность металла быстро нагревается под действием лазерного луча, и температура его поверхности повышается до точки кипения за очень короткое время (10-8~10-6с), чтобы расплавить и испарить металл. Образовавшийся металлический пар покидает ванну расплава с определенной скоростью, и выходящий за пределы пара создает дополнительное давление на расплавленный жидкий металл, в результате чего металлическая поверхность ванны расплава опускается вниз, создавая небольшое отверстие под лазерным пятном. Когда лазерный луч продолжает нагревать дно маленького отверстия, пары металла, образующиеся, с одной стороны, прижимают жидкий металл к дну отверстия, чтобы еще больше углубить маленькое отверстие, с другой стороны, пар вылетает из отверстия. отверстие выдавливает расплавленный металл к периферии ванны расплава. В жидком металле образуется удлиненное отверстие, как показано на рис. 3.7.

Когда давление отдачи металлического пара, создаваемого энергией лазерного луча, уравновешивается с поверхностным натяжением и силой тяжести жидкого металла, небольшое отверстие не продолжает углубляться, образуя глубокое и стабильное маленькое отверстие для сварки (эффект малого отверстия) .
Эффект фокусировки боковой стенки, возникающий во время образования точечного отверстия, оказывает важное влияние на процесс сварки. Когда небольшое отверстие сформировано, когда лазерный луч, входящий в маленькое отверстие, взаимодействует с боковой стенкой небольшого отверстия, часть света поглощается боковой стенкой, а другая часть светового луча отражается поверхностью боковой стенки, чтобы дно небольшого отверстия и снова сходится, как показано на Рисунке 3.8.

Из-за эффекта фокусировки на боковой стенке лазерный луч с определенным углом расходимости не будет значительно расходиться и расширять небольшое отверстие, даже если он входит в глубокую часть материала, но отражается и фокусируется на дне небольшого отверстия, чтобы поддерживать небольшое отверстие. размер пятна, делая маленькое отверстие. Глубина продолжает увеличиваться. Когда лазер отражается и фокусируется один раз в маленьком отверстии, его энергия уменьшается на часть, пока энергия лазера не уменьшится до определенного значения, глубина маленького отверстия больше не увеличивается, и, наконец, получается глубокий и узкий сварной шов. полученный.
Во время процесса сварки боковая стенка маленького отверстия всегда находится в сильно колеблющемся состоянии, и более тонкий слой расплавленного металла в передней стенке небольшого отверстия течет вниз вместе с колебаниями стенки [Рисунок 3.9 (a)]. Любые неровности на передней стенке небольшого отверстия будут сильно испаряться из-за облучения лазерным лучом с высокой плотностью мощности, а образующийся пар будет распыляться обратно, чтобы ударить расплавленный металл ванны о заднюю стенку, вызывая колебания ванна расплава и способствование процессу затвердевания ванны расплава. Перелив газа.
Поместите частицы вольфрама диаметром 0,1 ~ 0,4 мм в ванну расплава, и состояние текучести ванны расплава под действием небольших отверстий можно будет четко наблюдать с помощью рентгеновского облучения, как показано на Рисунке 3.9 (b). В ванне расплава есть вращающийся вихревой ток, энергия которого велика, что создает сильную перемешивающую силу. Рис. 3.8 Боковая стенка небольшого отверстия быстро падает на переднюю стенку небольшого отверстия со скоростью около 0,4 м / с. Когда он достигает дна небольшого отверстия, за ним образуется вихрь из-за движущегося вниз потока жидкости. В это время скорость движения частиц вольфрама составляет 0,2 ~ 0,3 м / с, что намного быстрее, чем при обычной естественной конвекции. Движение частиц вольфрама может в основном представлять собой поток жидкого металла в ванне расплава. Более крупные пузырьки, образующиеся на дне ванны расплава, не полностью зависят от плавучести для стекания из ванны расплава, а выводятся из ванны жидким потоком металла.
Пар в расплавленных порах состоит из паров высокотемпературного металла и защитного газа, втягиваемого пульсацией пор, и частично ионизируется с образованием заряженной плазмы. Поток пара из маленьких отверстий быстрый (близкий к скорости звука), слышны хаотические шумы. При сильном испарении металла в небольших отверстиях даже образуется струя. Это нерегулярное испарение вызывает быструю вибрацию жидкого металла и вызывает колебания маленьких отверстий.

Характеристики проплавления и образования сварного шва при лазерной сварке.
Характеристики проплавления при лазерной сварке
Глубина проплавления при лазерной сварке - это толщина заготовки, которая расплавляется лазером в процессе сварки. Как правило, глубина небольшого отверстия считается глубиной проникновения, поэтому проникновение небольшого отверстия через заготовку часто эквивалентно проникновению. Фактически, поскольку вокруг небольшого отверстия имеется слой жидкого металла определенной толщины, могут возникать ситуации, когда небольшое отверстие не проникает в заготовку, но заготовка проплавляется насквозь. Путем анализа процесса лазерной сварки и состояния проплавления задней части сварного шва можно определить, что лазерная сварка с глубоким проплавлением имеет следующие состояния проплавления, как показано на рисунке 3.10.
Не растаял
Во время процесса сварки небольшое отверстие и жидкий металл под ним не проникли в основной материал (заготовку), и на задней части заготовки не видно следов плавления металла (рис. 3.10 (а)).

Только проплавление сварочной ванны
Во время процесса сварки небольшое отверстие находится близко к нижней поверхности заготовки, но не проникает в заготовку, а жидкий металл под небольшим отверстием проникает через заднюю часть заготовки. Хотя задняя часть заготовки расплавляется, расплавленный жидкий металл не может образовывать широкую ванну расплава на обратной стороне заготовки из-за эффекта поверхностного натяжения. Следовательно, обратная сторона сварного шва после затвердевания имеет тонкую непрерывную или прерывистую высоту ворса. Хотя это состояние также находится в диапазоне проплавления, проплавление всего сварного шва ненадежно и нестабильно из-за малой ширины задней стороны (рис. 3.10 (b)), особенно когда сварной шов выполняется стыковой сваркой. Если есть небольшое отклонение, то плавления не будет.
Умеренное проникновение (проникновение малых отверстий)
В процессе сварки небольшое отверстие просто проникает в заготовку. В это время металлический пар внутри небольшого отверстия будет распыляться под заготовкой, и его давление отдачи заставит жидкий металл течь вокруг небольшого отверстия, что приведет к значительному увеличению ширины задней части ванны расплава, что образуется после сварки. Форма сварного шва с равномерной и умеренной шириной сварки на обратной стороне и практически без наростов [Рис. 3. 10 (c)]
Чрезмерное проникновение
Из-за чрезмерного тепловложения во время процесса сварки небольшое отверстие не только проникает в заготовку, но диаметр небольшого отверстия и толщина слоя жидкого металла вокруг него значительно увеличиваются, что приводит к чрезмерно широкой ванне расплава (значительно большему объему). чем плавление задней стороны в состоянии умеренного проплавления Wide), и даже вызвать вмятину на поверхности сварного шва и так далее [Рис. 3. 10 (d)].
Среди вышеуказанных четырех состояний проплавления состояние умеренно спеченного (проникновение малых отверстий) является идеальным состоянием проплавления, поскольку небольшое отверстие проникает в заготовку в это время, чтобы гарантировать полное проплавление сварного шва и не слишком широкую ванну расплава. Это приводит к появлению вмятин на поверхности сварного шва. Следовательно, состояние умеренного проникновения (проникновение малых отверстий) можно использовать в качестве эталона для обнаружения и контроля проникновения.
Микроскопический анализ показал, что только участок сварного шва в состоянии проплавления ванны расплава представляет собой более очевидный перевернутый треугольник, в то время как участок сварного шва в состоянии среднего проплавления имеет форму перевернутой трапеции или гиперболическую форму. Иными словами, надлежащее состояние проплавления должно быть выражено так, что передняя и задняя стороны сварного шва как сформированные, так и плоские, без вмятин и очевидной высоты ворса, и имеют определенную ширину плавления задней стороны.
Характеристики формирования шва при лазерной сварке
Сварка лазерной теплопроводной сварки имеет характеристики обычной сварки плавлением (например, дуговой сварки, сварки в среде защитных газов и т. Д.). Формирование сварного шва при лазерной сварке с глубоким проплавлением показано на рисунке 3.11. Расплав при лазерной сварке имеет свойство периодического изменения, причиной чего является эффект автоколебаний в процессе взаимодействия лазера и материала. Частота этих автоколебаний обычно составляет 100 ~ 10000 Гц, амплитуда колебаний температуры составляет 100 ~ 500 Гц, а амплитуда колебаний температуры составляет 100-500 К.

Из-за эффекта автоколебаний мелкие отверстия и поток металла в ванне расплава претерпевают периодические изменения. Образование маленького отверстия позволяет лазеру излучать на глубину маленького отверстия, усиливает поглощение лазерной энергии жидкой массой и дополнительно увеличивает глубину первоначального маленького отверстия. Испарение расплавленного металла позволяет сохранить маленькое отверстие, образуя пропорциональное соотношение сторон. Большие сплошные сварные швы.
Поскольку тепловложение при лазерной сварке с глубоким проплавлением составляет 1/10 ~ 1/3 от дуговой сварки, процесс затвердевания происходит очень быстро. Особенно в нижней части сварного шва, поскольку он очень узкий и имеет хорошие условия рассеивания тепла, он имеет высокую скорость охлаждения, так что внутри сварного шва образуются мелкие равные кристаллы, а размер зерна составляет примерно 1/3 от этого значения. дуговой сварки.
Используя лазерную сварку: «Пока вы видите, вы умеете сваривать». Лазерная сварка может выполняться на удаленной станции, через окно или внутри трехмерных деталей, куда не могут проникнуть электроды или электронные лучи. Как и электронно-лучевая сварка, лазерная сварка может выполняться только с одной стороны, поэтому односторонняя сварка может использоваться для сваривания ламинированных деталей вместе. Это преимущество лазерной сварки открывает новые возможности для проектирования сварных швов. При лазерной сварке не только качество сварки значительно улучшается, но и повышается производительность по сравнению с традиционными методами сварки.
Характеристики и применение лазерной сварки
Особенности лазерной сварки
Лазерная сварка - это метод сварки плавлением, в котором в качестве источника тепла используется лазерный луч с высокой плотностью энергии. При лазерной сварке не только производительность выше, чем при традиционном методе сварки, но и значительно улучшается качество сварки. По сравнению с обычными методами сварки, лазерная сварка имеет следующие характеристики.
- Сфокусированный лазер имеет высокую плотность мощности (105~107Вт / см2 или выше), и высокая скорость нагрева, позволяющая реализовать сварку с глубоким проплавлением и высокоскоростную сварку. Из-за небольшого диапазона лазерного нагрева (диаметр пятна менее 1 мм) он находится на одном уровне. В условиях мощности и толщины сварного шва зона термического влияния при сварке мала, а сварочное напряжение и деформация невелики.
- Астигматизм может излучаться и передаваться и перемещаться на значительные расстояния в космосе с очень небольшим затуханием. Он может передаваться и отклоняться путем изгиба оптических волокон, призм и т. Д., И на нем легко сфокусироваться. Он особенно подходит для фокусировки на мелких, труднодоступных или удаленных деталях. Расстояние до сваривания.
- Это относится к бесконтактной сварке, электрод не нужен, нет загрязнения или износа электрода. Один лазер можно использовать для различной обработки на нескольких верстаках. Его можно использовать для сварки, а также для резки, плакирования, легирования, термообработки поверхности и т. Д. Одна машина может использоваться для нескольких целей.
- Луч лазера слабо затухает в атмосфере и может проходить сквозь прозрачные объекты, например стекло. Он подходит для сварки высокотоксичных материалов, таких как сплавы бериллия, в герметичных контейнерах из стекла; на лазер не действуют электромагнитные поля (действует дуговая сварка и электронно-лучевая сварка), можно точно выровнять сварной элемент; отсутствует защита от рентгеновского излучения и вакуумная защита.
- Он может сваривать материалы, которые трудно сваривать обычными методами сварки, такие как металлы с высокой температурой плавления и неметаллические материалы (например, керамика, органическое стекло и т. Д.). Материалы, чувствительные к тепловыделению, также можно сваривать лазером. После сварки не требуется термообработка, можно выполнять различные виды сварки. Гетерогенные материалы.
По сравнению с электронно-лучевой сваркой, самой большой особенностью лазерной сварки является то, что она не требует вакуумной камеры (сварка может выполняться в атмосфере) и не производит рентгеновское излучение.
Основными препятствиями, которые в настоящее время препятствуют развитию лазерной сварки, являются следующие.
- Лазеры (особенно мощные лазеры непрерывного действия) дороги. В настоящее время максимальная мощность промышленных лазеров составляет около 25 кВт, а максимальная толщина свариваемых деталей составляет около 20 мм, что намного меньше, чем при электронно-лучевой сварке.
- Требования к обработке, сборке и позиционированию сварной конструкции очень высоки. Положение сварного изделия должно быть очень точным и находиться в пределах диапазона фокусировки лазерного луча.
- Электрооптическое преобразование лазера и общая эффективность работы низки, а коэффициент преобразования энергии луча составляет всего 10% в 20%. При лазерной сварке трудно сваривать металлы с высокой отражательной способностью.
Пример лазерной сварки
Производство
Япония заменяет стыковую сварку оплавлением на углекислый газ2 лазерная сварка для соединения рулонов рулонной стали. Сварка ультратонких пластин (например, фольги толщиной менее 100 мкм) не может быть сварена, но можно успешно сваривать лазерную сварку YAG с особым сигналом выходной мощности, что показывает широкие перспективы лазерной сварки. Японская компания Kawasaki Heavy Industries Corporation изменила традиционный процесс точечной сварки на лазерную сварку при производстве железнодорожных транспортных средств, что повысило прочность, жесткость и герметичность кузова автомобиля, а также значительно повысило эффективность производства. На рис. 3.12 представлена схематическая диаграмма сотовой структуры сваренного лазером кузова высокоскоростного железнодорожного вагона. Япония также успешно разработала применение лазерной сварки YAG для сварки и обслуживания тонких трубок парогенераторов в ядерных реакторах.

Автомобильная промышленность
В конце 1980-х годов лазерная сварка киловаттного уровня была успешно применена в промышленном производстве. В настоящее время производственные линии для лазерной сварки широко используются в автомобильной промышленности. Европейские производители автомобилей, такие как Audi, Mercedes-Benz, Volkswagen в Германии и Volvo в Швеции, уже в 1980-х годах стали лидерами в использовании технологии лазерной сварки для сварки крыш, кузовов и боковых рам. В 1990-х GM, Ford и Chrysler также конкурировали за внедрение лазерной сварки в автомобилестроение. Хотя он начался поздно, он быстро развивался. Итальянская компания Fiat использует лазерную сварку при сварке и сборке большинства компонентов из листовой стали. Японские компании Nissan, Honda и Toyota также используют процессы лазерной сварки и резки при производстве кузовных панелей.
Технология лазерной сварки широко используется в производстве иномарок. Еще в 2000 году во всем мире существовало более 100 линий лазерной сварки по индивидуальному заказу для изготовления заготовок по индивидуальному заказу, с годовым объемом производства 70 миллионов единиц специально сваренных заготовок для автомобильных компонентов, и этот рост продолжал расти с относительно высокими темпами каждый год. Импортные модели Passat, Buick, Audi и других отечественного производства также имеют некоторую вырезанную структуру.
Сборочные детали из высокопрочной стали, сваренные лазером, все чаще используются в производстве кузовов автомобилей из-за их превосходных характеристик. Согласно характеристикам крупных партий и высокой автоматизации в автомобильной промышленности, оборудование для лазерной сварки развивается в направлении высокой мощности и многоканальности. С одной стороны, Sandia National Laboratory в США и Pratt Whitney совместно провели исследования по добавлению порошка и металлической проволоки в процесс лазерной сварки. Институт прикладных лучевых технологий в Бремене, Германия, провел множество исследований по использованию лазерной сварки корпусов из алюминиевых сплавов. Добавление присадочного металла в сварной шов может помочь устранить горячие трещины и повысить скорость сварки. Разработанная производственная линия запущена в производство в Mercedes-Benz.
В настоящее время технология лазерной сварки широко используется на производственных линиях автомобилей и применяется для изготовления шасси, кузова, крыши, дверей, боковой рамы, крышки двигателя, рамы двигателя, рамы радиатора, багажного отделения, приборной панели, коробки передач с регулируемой скоростью, клапана. Конструкции и компоненты подъемника, такие как стержни и дверные петли. Широкомасштабное применение технологии лазерной сварки значительно повысило уровень производства автомобилей, качество продукции и производительность, а также создало условия для реализации легких, высокопрочных и гибких конструкций и производства.
Авиационная индустрия
Применение технологии лазерной сварки в авиационной промышленности привлекло внимание развитых стран мира. Например, в Европе конструкция стенки фюзеляжа Airbus A330 / 340 представляет собой общую конструкцию, сваренную с помощью лазерной сварки. Обшивка фюзеляжа (алюминиевый сплав 6013-T6) и нервюры (6013-T6511) свариваются в единую стенку фюзеляжа с использованием технологии лазерной сварки. Доска заменяет оригинальную клепаную герметизирующую стеновую плиту, уменьшая вес на 15% и снижая стоимость на 15%. В другом примере CO2 Для сварки Т-образного стыка стеновых панелей из алюминиевого сплава (6013, толщина 2 мм) и ребер (6013, толщина 4 мм) используется лазер с номинальной мощностью 10 кВт, а также добавляется сварочная проволока AISi12, а скорость сварки составляет 10 м / с. мин. Ниже фактическая мощность сварки составляет 4 кВт, ширина сварной стенки в целом составляет около 2 м, а эффективность применения конструкции для лазерной сварки является хорошей. Малогабаритный сотовый заполнитель, изготовленный научным и технологическим персоналом нашей страны с использованием технологии лазерной сварки, дает техническую гарантию улучшения характеристик авиационных двигателей.

Приведенные выше несколько типичных примеров показывают, что технология лазерной сварки имеет очень широкую перспективу применения в производстве конструкций самолетов. В моей стране применение промышленного СО мощностью 5 кВт.2 Оборудование для лазерной сварки в авиационной промышленности постепенно становится популярным, и лазеры мощностью более 10 кВт также нашли применение в инженерии.

Могу ли я купить лазерную сварку?
да