Blog
Powszechna wiedza na temat spawania laserowego

Szacowany czas czytania: 27 minuty
Spawanie laserowe to wydajna i precyzyjna metoda spawania, która wykorzystuje wiązkę lasera o dużej gęstości energii jako źródło ciepła do spawania. Wraz z szybkim rozwojem nauki i technologii oraz ciągłym rozwojem nowych materiałów wymagania eksploatacyjne konstrukcji spawanych są coraz wyższe. Spawanie laserowe zwróciło uwagę ze względu na zalety wysokiej gęstości energii, głębokiej penetracji, wysokiej precyzji i dużej zdolności adaptacyjnej. Spawanie laserowe odgrywa bardzo ważną rolę w spawaniu niektórych specjalnych materiałów i konstrukcji. Ta metoda spawania została zastosowana w dziedzinach zaawansowanych technologii, takich jak lotnictwo, elektronika, produkcja samochodów, energia jądrowa itp., i cieszy się coraz większym zainteresowaniem krajów uprzemysłowionych.
Laser jest rodzajem monochromatycznej, silnej kierunkowości i jasnej wiązki światła wytwarzanej za pomocą stymulowanego promieniowania w celu realizacji zasady wzmocnienia światła. Po zogniskowaniu za pomocą soczewki lub lustra wiązka energii o średnicy mniejszej niż 0,01 mm i gęstości mocy do 1012W/m2 można uzyskać, który może być wykorzystany jako źródło ciepła do spawania, cięcia i pokrywania powierzchni materiałów.
Zasada i klasyfikacja spawania laserowego
Zasada spawania laserowego
Spawanie laserowe to metoda spawania, która wykorzystuje energię lasera (światło widzialne lub ultrafiolet) jako źródło ciepła do topienia i łączenia przedmiotów obrabianych. Spawanie laserowe można osiągnąć nie tylko dlatego, że sam laser ma niezwykle wysoką energię, ale co ważniejsze, ponieważ energia lasera jest silnie skupiona w jednym punkcie, co powoduje, że jego gęstość energii jest bardzo duża.
Podczas spawania laserowego laser naświetla powierzchnię spawanego materiału i działa na nią. Część jest odbijana, a część pochłaniana i wchodzi w materiał. W przypadku materiałów nieprzezroczystych przepuszczane światło jest pochłaniane, a liniowy współczynnik pochłaniania metalu wynosi 107~108m-1. W przypadku metali laser absorbuje grubość 0,01-0. 1 µm na powierzchni metalu i zamieniana na energię cieplną, która powoduje gwałtowny wzrost temperatury powierzchni metalu, a następnie przeniesienie jej do wnętrza metalu.
Zasada działania CO2 laser pokazano na rysunku 3.1. Układ optyczny składający się z lustra i soczewki skupia i przekazuje laser na spawany element. Większość spawania laserowego odbywa się pod kontrolą komputera. Spawany element można przesuwać za pomocą jednowymiarowej lub trójwymiarowej platformy sterowanej komputerowo (takiej jak obrabiarka CNC); obrabiany przedmiot można również zamocować, a proces spawania można zakończyć, zmieniając położenie wiązki laserowej.

Zasada spawania laserowego polega na tym, że fotony bombardują metalową powierzchnię, tworząc parę, a odparowany metal może zapobiec odbijaniu pozostałej energii od metalu. Jeśli spawany metal ma dobrą przewodność cieplną, uzyska większą głębokość penetracji. Odbicie, transmisja i absorpcja światła laserowego na powierzchni materiału są zasadniczo wynikiem interakcji między polem elektromagnetycznym fal świetlnych a materiałem. Kiedy laserowa fala świetlna wnika w materiał, naładowane cząstki w materiale wibrują zgodnie z krokiem wektora elektrycznego fali świetlnej. Energia promieniowania fotonu staje się energią kinetyczną elektronu. Gdy substancja pochłonie światło lasera, najpierw wytwarza nadmiar energii pewnych cząstek, takich jak energia kinetyczna swobodnych elektronów, energia wzbudzenia związanych elektronów lub nadmiar fononów. Te pierwotne energie wzbudzenia są przekształcane w energię cieplną po pewnym procesie.
Oprócz tego, że są falą elektromagnetyczną, podobnie jak inne źródła światła, lasery mają również cechy, których nie posiadają inne źródła światła, takie jak wysoka kierunkowość, wysoka jasność (intensywność fotonów), wysoka monochromatyczność i wysoka koherencja. Podczas spawania laserowego konwersja energii świetlnej pochłoniętej przez materiał na energię cieplną następuje w bardzo krótkim czasie (około 10-9s). W tym czasie energia cieplna jest ograniczona tylko do obszaru napromieniowanego laserowo materiału, a następnie poprzez przewodnictwo cieplne ciepło jest przenoszone z obszaru o wysokiej temperaturze do obszaru o niskiej temperaturze.
Absorpcja światła laserowego przez metal jest związana głównie z takimi czynnikami, jak długość fali lasera, właściwości materiału, temperatura, stan powierzchni i gęstość mocy lasera. Ogólnie rzecz biorąc, szybkość absorpcji metalu przez laser wzrasta wraz ze wzrostem temperatury i rośnie wraz ze wzrostem rezystywności.
Lasery używane do spawania laserowego obejmują CO2 lasery, lasery YAG, lasery półprzewodnikowe i lasery światłowodowe. W dziedzinie spawania stosowane są głównie następujące lasery: Laser na ciele stałym YAG (Itr-Aluminium-Garnet z Nd3+, w skrócie YAG); WSPÓŁ2 laser gazowy; laser światłowodowy.
Podczas procesu spawania laserowego obrabiany przedmiot i wiązka poruszają się względem siebie. Ze względu na dużą siłę napędową generowaną przez gwałtowne parowanie, stopiony metal z przodu małego otworu jest przyspieszany pod pewnym kątem, a bliska powierzchnia za małym otworem powstaje, jak pokazano na rysunku 3.2. Płynność stopu (główny wir). Następnie temperatura ciekłego metalu za małym otworem gwałtownie spada z powodu efektu wymiany ciepła, a ciekły metal szybko zestala się, tworząc ciągłą spoinę.

Klasyfikacja spawania laserowego
W zależności od sposobu, w jaki laser działa na obrabiany przedmiot i energii wyjściowej lasera, można go podzielić na ciągłe spawanie laserowe i spawanie laserowe impulsowe. Ciągłe spawanie laserowe tworzy ciągłą spoinę podczas procesu spawania. Energia dostarczana do przedmiotu obrabianego przez pulsacyjne spawanie laserowe jest przerywana i pulsująca, a każdy impuls lasera tworzy okrągły punkt spawania podczas procesu spawania.
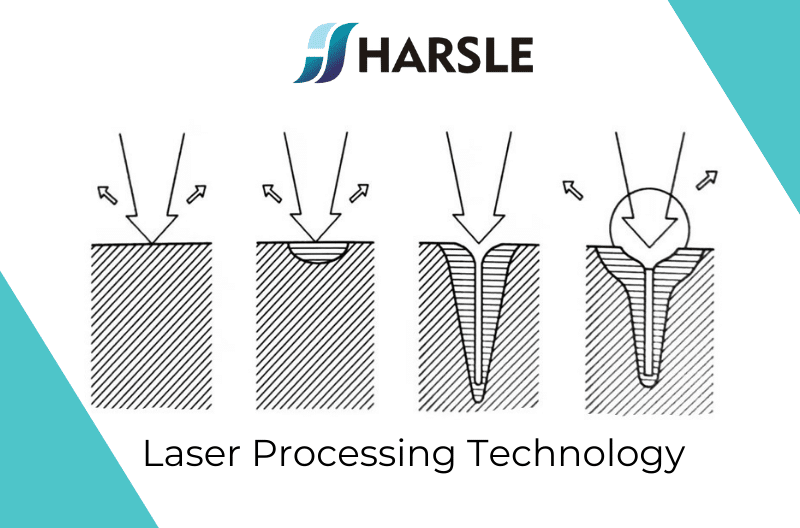
Istnieją dwa podstawowe tryby spawania laserowego. Zgodnie z różną gęstością mocy punktu na przedmiocie obrabianym po ogniskowaniu laserowym, spawanie laserowe jest ogólnie podzielone na spawanie z przewodnictwem cieplnym (gęstość mocy mniejsza niż 105W/cm2) i spawanie z głębokim wtopieniem (zwane również spawaniem małych otworów, moc Gęstość jest większa niż 106W/cm2).
Laserowe zgrzewanie termiczne (zgrzewanie termotransferowe)
Przy niższej gęstości mocy lasera i dłuższym czasie naświetlania laserem materiał stopniowo topi się z warstwy powierzchniowej. Wraz z energią wejściową i przewodnictwem ciepła, granica faz ciecz-ciało stałe migruje do wnętrza materiału, a na koniec następuje proces spawania, podobnie jak w przypadku elektrody wolframowej. W spawaniu łukiem argonowym (TIG) powierzchnia materiału pochłania energię lasera, przenosi ją do wewnątrz poprzez przewodnictwo cieplne i topi, a po zestaleniu tworzy spoinę lutowniczą lub spoinę.
Na rysunku 3.3 przedstawiono schematyczny diagram procesu topienia laserowego zgrzewania termoprzewodzącego. Gdy gęstość mocy plamki lasera jest mniejsza niż 105W/cm2, laser nagrzewa powierzchnię metalu między temperaturą topnienia a temperaturą wrzenia. Podczas spawania powierzchnia materiału metalowego zamienia pochłoniętą energię świetlną na energię cieplną, dzięki czemu temperatura powierzchni metalu wzrasta i topi się, a następnie energia cieplna jest przekazywana do wnętrza metalu poprzez przewodnictwo cieplne, dzięki czemu strefa stopniowo się rozszerza, a po zestaleniu powstaje spoina lutownicza lub spoina. Dlatego spawanie przewodności cieplnej jest również nazywane spawaniem z przenoszeniem ciepła.

1-Laser east 2-Materiał bazowy 3-krotność puli 4-Łańcuch spawalniczy
W procesie laserowego spawania termoprzewodzącego zmiana temperatury spowodowana nagrzewaniem laserowym zmienia napięcie powierzchniowe stopionego jeziorka, co powoduje większą siłę mieszania w stopionym jeziorku, dzięki czemu ciekły metal w stopionym jeziorze przepływa w określonym kierunku . Ponieważ podczas spawania laserowego z przewodnictwem cieplnym nie występuje prężność pary, efekt nieliniowości i efekt przekłucia, głębokość penetracji jest generalnie niewielka. Porównanie między spawaniem laserowym przewodnictwem cieplnym a głębokim wtopieniem spawalniczy pokazano na rysunku 3.4.

Podczas laserowego zgrzewania termoprzewodzącego temperatura powierzchni przedmiotu obrabianego nie przekracza temperatury wrzenia materiału. Energia świetlna pochłonięta przez przedmiot obrabiany jest przekształcana w energię cieplną, a następnie przedmiot obrabiany jest topiony przez przewodzenie ciepła. Kształt stopionej kałuży jest w przybliżeniu półkulisty. Cechą charakterystyczną spawania kondukcyjnego jest to, że gęstość mocy plamki lasera jest mała, duża część lasera odbija się od powierzchni metalu, szybkość absorpcji lasera jest niska, głębokość spawania jest niewielka, złącze lutowane jest mały, a strefa wpływu ciepła jest mała, więc odkształcenie spawania jest małe, a dokładność wysoka. Jakość spawania jest również bardzo dobra, ale prędkość spawania jest niska. Spawanie termoprzewodzeniem stosuje się głównie do precyzyjnego spawania cienkich płyt (grubość δ<1mm) i małych przedmiotów, takich jak oprzyrządowanie, osłony baterii, elementy elektroniczne itp.
To, czy spawanie laserowe odbywa się za pomocą spawania termoprzewodzącego, zależy od parametrów procesu spawania laserowego. Zasadniczo, gdy gęstość mocy plamki lasera jest mniejsza niż 105W/cm2, powierzchnia materiału jest podgrzewana między temperaturą topnienia a temperaturą wrzenia, aby zapewnić całkowite stopienie materiału bez parowania, a jakość spawania jest łatwa do zagwarantowania.
Spawanie laserowe z głębokim wtopieniem (spawanie małych otworów)
Spawanie małych otworów jest podobne do spawania wiązką elektronów. Wiązka lasera o dużej gęstości mocy powoduje miejscowe topienie materiału i tworzenie małych otworów. Wiązka laserowa wnika przez małe otwory do roztopionego jeziorka i tworzy się wraz z ruchem wiązki lasera Ciągła spoina. Gdy punktowa gęstość mocy jest wysoka, wytworzone małe otwory będą penetrować całą grubość płyty, tworząc spoiny z głębokim wtopieniem (lub połączenia lutowane). W ciągłym spawaniu laserowym mały otwór przesuwa się wzdłuż kierunku spawania wraz z wiązką w stosunku do przedmiotu obrabianego. Metal topi się przed małym otworem, a po tym, jak osadzony metal przepływa wokół małego otworu do tyłu, ponownie krzepnie, tworząc spoinę.
Wiązka laserowa spawania wgłębnego może wnikać głęboko w spawaną konstrukcję, tworząc w ten sposób spoinę o stosunkowo dużej głębokości i szerokości. Jeśli gęstość mocy lasera jest wystarczająco duża, a materiał jest stosunkowo cienki, mały otwór utworzony przez spawanie laserowe przenika całą grubość płyty, a tylna powierzchnia może przyjąć część lasera. Ta metoda może być również nazywana spawaniem laserowym z efektem otworkowym.
Rysunek 3.5 przedstawia zjawisko nagrzewania się wiązek laserowych o różnych gęstościach mocy. Mały otwór jest otoczony stopionym metalem basenowym. Grawitacja i napięcie powierzchniowe roztopionego metalu mają tendencję do zatykania małego otworu, podczas gdy ciągła para metalu stara się utrzymać mały otwór. Wraz z ruchem wiązki laserowej mały otwór będzie się poruszał wraz ze światłem, ale jego kształt i rozmiar są stabilne.
Przed małym otworem tworzy się ukośny front ablacji. W tym obszarze wokół małego otworu występuje gradient ciśnienia i gradient temperatury. Pod wpływem gradientu ciśnienia spiekany materiał przepływa po obwodzie małego otworu od przodu do tyłu. Gradient temperatury oznacza, że wokół małego otworu powstaje małe napięcie powierzchniowe, co dodatkowo napędza przepływ stopionego materiału wokół małego otworu od przodu do tyłu, a na koniec zestala się za małym otworem, tworząc spoinę.
Jeśli chodzi o pochłanianie światła laserowego przez materiały metalowe, to pojawienie się małych otworów jest linią podziału. Przed pojawieniem się małych otworów, niezależnie od tego, czy powierzchnia materiału znajduje się w fazie stałej, czy w fazie ciekłej, szybkość absorpcji światła laserowego zmienia się powoli wraz ze wzrostem temperatury powierzchni. Gdy materiał wyparuje i utworzy plazmę i małe dziury, szybkość absorpcji materiału lasera ulegnie nagłej zmianie, a jej szybkość absorpcji prawie nie jest już związana z długością fali lasera, właściwościami metalu i stanem powierzchni materiału, ale zależy głównie od czynniki plazmy i lasera, takie jak interakcja i efekt małych otworów.

1-chmura plazmy 2-topliwy materiał 3-dziurka od klucza 4-głębokość penetracji
Szybkość absorpcji lasera ulegnie nagłej zmianie, a jej szybkość absorpcji prawie nie jest już zgodna z długością fali lasera, właściwościami metalu i kształtem powierzchni materiału. Stan jest powiązany i zależy głównie od takich czynników, jak interakcja między plazmą a laserem oraz efekt otworkowy.
Rysunek 3.6 przedstawia rzeczywisty pomiar współczynnika odbicia powierzchni przedmiotu obrabianego od lasera podczas procesu spawania laserowego w funkcji gęstości mocy lasera. Gdy gęstość mocy lasera jest większa niż próg parowania (106W/cm2), współczynnik odbicia R nagle spada do bardzo niskiej wartości ze względu na generowanie małych dziur, a szybkość absorpcji materiału przez laser gwałtownie wzrasta.

Efekt małego otworu
Spawanie laserowe z głębokim wtopieniem jest również nazywane spawaniem laserowym dziurki od klucza, a jego zasadniczą cechą jest spawanie laserowe z efektem dziurki od klucza. Wiązka laserowa może promieniować do głębokiej warstwy materiału przez mały otwór, dokończyć przenoszenie energii i konwersję w małym otworze, realizować spawanie z głęboką penetracją i uzyskać głęboką i wąską spoinę o dużym współczynniku kształtu.
Gdy gęstość mocy plamki laserowej jest wystarczająco duża (>106W/cm2), powierzchnia metalu szybko się nagrzewa pod wpływem napromieniowania wiązką lasera, a jej temperatura powierzchni wzrasta do temperatury wrzenia w bardzo krótkim czasie (10-8~10-6s), do stopienia i odparowania metalu. Wygenerowana para metalu opuszcza roztopione jeziorko z określoną prędkością, a przelewająca się para wytwarza dodatkowe ciśnienie na roztopionym ciekłym metalu, co powoduje, że metalowa powierzchnia roztopionego jeziorka opada w dół, tworząc mały otwór pod plamką lasera. Gdy wiązka laserowa nadal nagrzewa dno małego otworu, para metalu wytworzona z jednej strony dociska ciekły metal na dnie otworu, aby jeszcze bardziej pogłębić mały otwór, z drugiej strony para wydobywająca się z otwór dociska stopiony metal do obrzeży roztopionego basenu. W ciekłym metalu powstaje wydłużony otwór, jak pokazano na rysunku 3.7.

Kiedy ciśnienie odrzutu pary metalu generowanej przez energię wiązki laserowej jest zrównoważone napięciem powierzchniowym i grawitacją ciekłego metalu, mały otwór nie pogłębia się, tworząc głęboki i stabilny mały otwór do spawania (efekt małego otworu) .
Efekt skupienia ścianki bocznej wytworzony podczas tworzenia otworka ma istotny wpływ na proces spawania. Kiedy powstaje mały otwór, kiedy wiązka laserowa wchodząca do małego otworu wchodzi w interakcję ze ścianą boczną małego otworu, część światła jest pochłaniana przez ścianę boczną, a druga część wiązki światła jest odbijana przez powierzchnię ściany bocznej, aby dno małego otworu i ponownie się zbiegają, jak pokazano na rysunku 3.8.

Ze względu na efekt ogniskowania na ściance bocznej, wiązka lasera o pewnym kącie rozbieżności nie będzie się znacząco rozchodzić i rozszerzać małego otworu, nawet jeśli wejdzie w głęboką część materiału, ale zostanie odbita i skupiona na dnie małego otworu, aby utrzymać niewielki rozmiar plamki, tworząc mały otwór Głębokość stale się zwiększa. Kiedy laser zostaje odbity i skupiony raz w małym otworze, jego energia jest zmniejszana o część, aż energia lasera osłabnie do określonej wartości, głębokość małego otworu już się nie zwiększa, a na koniec powstaje głęboka i wąska spoina uzyskany.
Podczas procesu spawania ścianka boczna małego otworu jest zawsze w stanie silnie wahającym się, a cieńsza warstwa stopionego metalu w przedniej ściance małego otworu spływa w dół wraz z wahaniami ścianki [Rysunek 3.9(a)]. Wszelkie nierówności na przedniej ścianie małego otworu ulegną silnemu odparowaniu z powodu napromieniowania wiązką lasera o dużej gęstości, a wytworzona para zostanie rozpylona z powrotem, aby uderzyć w stopiony metal basenu na tylnej ścianie, powodując oscylacje stopiona sadza i wspomaganie procesu krzepnięcia stopionej sadzawki. Przelew gazu.
Umieść cząstki wolframu o średnicy 0,1~0,4 mm w stopionym basenie, a stan przepływu stopionego basenu pod działaniem małych otworów można wyraźnie zaobserwować za pomocą promieniowania rentgenowskiego, jak pokazano na rysunku 3.9 (b). W stopionej sadzawce występuje wirujący prąd wirowy, a energia jest duża, co ma dużą siłę mieszania. Rysunek 3.8 Ściana boczna małego otworu opada gwałtownie na przednią ścianę małego otworu z prędkością około 0,4 m/s. Kiedy dotrze do dna małego otworu, za małym otworem powstaje wir przez przepływający w dół przepływ cieczy. W tej chwili prędkość ruchu cząstek wolframu wynosi 0,2 ~ 0,3 m / s, co jest znacznie szybsze niż normalna konwekcja naturalna. Ruch cząstek wolframu może w zasadzie odzwierciedlać przepływ ciekłego metalu w roztopionym jeziorku. Większe pęcherzyki generowane na dnie jeziorka stopionego nie są całkowicie zależne od wyporu podczas spływania z jeziorka stopionego, ale są usuwane z jeziorka stopionego przez przepływ cieczy metalu.
Para w stopionych porach składa się z par metalu o wysokiej temperaturze i gazu ochronnego zasysanego przez pulsację porów i jest częściowo zjonizowana, tworząc naładowaną plazmę. Wypływ pary z małych otworów jest szybki (zbliżony do prędkości dźwięku) i słychać chaotyczne odgłosy. Silne parowanie metalu w małych otworach tworzy nawet strumień. To nieregularne parowanie powoduje gwałtowne drgania ciekłego metalu i powoduje fluktuację małych otworów.

Charakterystyka stanu penetracji spawania laserowego i tworzenia spoiny
Charakterystyka stanu penetracji spawania laserowego
Głębokość penetracji spawania laserowego odnosi się do grubości przedmiotu obrabianego, który jest topiony przez laser podczas procesu spawania. Ogólnie rzecz biorąc, głębokość małego otworu jest uważana za głębokość penetracji, więc penetracja małego otworu przez przedmiot obrabiany jest często równoważna penetracji. W rzeczywistości, ponieważ wokół małego otworu znajduje się pewna grubość warstwy ciekłego metalu, mogą wystąpić sytuacje, w których mały otwór nie wnika w obrabiany przedmiot, ale obrabiany przedmiot został przetopiony. Analizując proces spawania laserowego i stan wtopienia grzbietu spoiny można określić, że spawanie laserowe z głębokim wtopieniem ma następujące stany wtopienia, jak pokazano na rysunku 3.10
Nie przetopił się
Podczas procesu spawania mały otwór i znajdujący się pod nim płynny metal nie penetrowały materiału podłoża (elementu obrabianego), a z tyłu elementu obrabianego nie widać śladów topienia metalu (rysunek 3.10(a)).

Tylko penetracja jeziorka spawalniczego
Podczas procesu spawania mały otwór znajduje się blisko dolnej powierzchni przedmiotu obrabianego, ale nie penetruje przedmiotu obrabianego, a ciekły metal pod małym otworem przenika tył przedmiotu obrabianego. Chociaż tylna część przedmiotu obrabianego jest stopiona, roztopiony ciekły metal nie może utworzyć szerokiego roztopionego jeziorka z tyłu przedmiotu obrabianego ze względu na efekt napięcia powierzchniowego. Dlatego tył spoiny wykazuje smukłą ciągłą lub nieciągłą wysokość stosu po zestaleniu. Chociaż stan ten mieści się również w zakresie wtopienia, przetop całej spoiny jest zawodny i niestabilny ze względu na wąską szerokość tylnej strony (rysunek 3.10(b)), zwłaszcza gdy spoina jest spawana doczołowo. Jeśli jest niewielkie odchylenie, nie będzie fuzji.
Umiarkowana penetracja (penetracja małych otworów)
Podczas procesu spawania mały otwór po prostu wnika w obrabiany przedmiot. W tym czasie para metalu wewnątrz małego otworu będzie rozpryskiwać się pod obrabianym przedmiotem, a jej ciśnienie odrzutu spowoduje przepływ ciekłego metalu wokół małego otworu, co spowoduje znaczne zwiększenie szerokości tylnej części roztopionego basenu, co powstaje po spawaniu. Kształt spoiny z jednolitą i umiarkowaną szerokością spoiny z tyłu i zasadniczo bez nawarstwień [Rysunek 3. 10(c)]
Nadmierna penetracja
Na skutek nadmiernego dopływu ciepła podczas procesu zgrzewania, mały otwór nie tylko wnika w obrabiany przedmiot, ale jego średnica i grubość otaczającej go warstwy ciekłego metalu znacznie się zwiększają, co powoduje powstanie zbyt szerokiego jeziorka stopionego (znacznie większego niż topienie tylnej strony w stanie umiarkowanej penetracji (szeroki), a nawet powoduje wgniecenie powierzchni spoiny i tak dalej [Rysunek 3. 10(d)].
Spośród powyższych czterech stanów penetracji, stan umiarkowanie wypalony (penetracja małego otworu) jest idealnym stanem penetracji, ponieważ mały otwór penetruje w tym czasie element obrabiany, aby zapewnić, że spoina jest całkowicie wtopiona, a jeziorko stopione nie jest zbyt szerokie. Prowadzi to do wgnieceń na powierzchni spoiny. Dlatego stan umiarkowanej penetracji (penetracja małych otworów) może być wykorzystany jako punkt odniesienia dla wykrywania i kontroli penetracji.
Analiza mikroskopowa wykazała, że tylko przekrój spoiny w stanie wtopienia jeziorka stopionego ma bardziej wyraźny odwrócony trójkąt, podczas gdy przekrój spoiny w stanie umiarkowanego wtopienia ma kształt odwróconego trapezu lub hiperbolii. To znaczy, właściwy stan penetracji powinien być wyrażony jako przednia i tylna strona szwu spawalniczego, zarówno uformowana, jak i płaska, bez wgnieceń i bez widocznej wysokości runa, oraz posiadają pewną szerokość topnienia tylnej strony.
Charakterystyka powstawania spoin w spawaniu laserowym
Spoina laserowego spawania termoprzewodzącego ma cechy konwencjonalnego spawania (takiego jak spawanie łukowe, spawanie w osłonie gazu itp.). Powstawanie spoiny podczas spawania laserowego z głębokim wtopieniem pokazano na rysunku 3.11. Płynne jeziorko spawania laserowego ma charakter zmian okresowych, przyczyną jest efekt samooscylacji w procesie oddziaływania lasera i materiału. Częstotliwość tej samooscylacji wynosi na ogół 100~10000Hz, amplituda wahań temperatury wynosi 100~500Hz, a amplituda wahań temperatury wynosi 100-500K.

Ze względu na efekt samooscylacji małe otwory i przepływ metalu w roztopionym jeziorku ulegają okresowym zmianom. Powstanie małego otworu umożliwia promieniowanie lasera do głębokości małego otworu, wzmacnia absorpcję energii lasera przez roztopioną kałużę i dodatkowo zwiększa głębokość oryginalnego małego otworu. Odparowanie stopionego metalu pozwala na utrzymanie małego otworu, tworząc współczynnik kształtu Duże ciągłe spoiny.
Ponieważ ciepło wprowadzane podczas spawania laserowego z głębokim wtopieniem wynosi 1/10 ~ 1/3 spawania łukowego, proces krzepnięcia jest bardzo szybki. Zwłaszcza w dolnej części spoiny, ponieważ jest bardzo wąska i ma dobre warunki odprowadzania ciepła, charakteryzuje się dużą szybkością stygnięcia, dzięki czemu wewnątrz spoiny tworzą się drobne kryształy o równej wielkości, a wielkość ziarna wynosi około 1/3 tego spawania łukowego.
Korzystanie ze spawania laserowego: „Tak długo, jak widzisz, możesz spawać”. Spawanie laserowe może odbywać się na odległej stacji, przez okno lub we wnętrzu trójwymiarowych części, gdzie elektrody lub wiązki elektronów nie mogą przeniknąć. Podobnie jak spawanie wiązką elektronów, spawanie laserowe może być wykonywane tylko z jednej strony, więc spawanie jednostronne może być stosowane do spawania ze sobą laminowanych części. Ta zaleta spawania laserowego otwiera nowy sposób projektowania połączeń spawalniczych. Dzięki spawaniu laserowemu znacznie poprawia się nie tylko jakość spawania, ale także wydajność jest wyższa niż w przypadku tradycyjnych metod spawania.
Charakterystyka i zastosowania spawania laserowego
Cechy spawania laserowego
Spawanie laserowe to metoda spawania, w której jako źródło ciepła wykorzystuje się wiązkę lasera o wysokiej gęstości energii. Dzięki spawaniu laserowemu nie tylko wydajność jest wyższa niż w przypadku tradycyjnej metody spawania, ale także znacznie poprawia się jakość spawania. W porównaniu z ogólnymi metodami spawania, spawanie laserowe ma następujące cechy.
- Skupiony laser ma wysoką gęstość mocy (105~107W/cm2 lub wyższej) oraz dużą prędkość nagrzewania, która umożliwia spawanie z głębokim wtopieniem i spawanie z dużą prędkością. Ze względu na mały zakres grzania lasera (średnica plamki poniżej 1mm) jest na tym samym poziomie. W warunkach mocy i grubości spoiny strefa wpływu ciepła spawania jest niewielka, a naprężenia i odkształcenia spawalnicze są niewielkie.
- Astygmatyzm może być emitowany i przenoszony oraz przemieszczać się w kosmosie na znaczne odległości z bardzo małym tłumieniem. Może być transmitowany i odchylany poprzez zginanie światłowodów, pryzmatów itp. i łatwo się na nim ustawia. Nadaje się szczególnie do skupiania się na mikroelementach w małych, niedostępnych częściach lub daleko. Odległość do zgrzewania.
- Należy do spawania bezkontaktowego, nie jest potrzebna elektroda, nie ma zanieczyszczenia ani zużycia elektrody. Jeden laser może być używany do różnych procesów obróbki na wielu stołach warsztatowych. Może być używany do spawania, ale także cięcia, napawania, stapiania, obróbki cieplnej powierzchni itp. Jedna maszyna ma wiele zastosowań.
- Wiązka laserowa ma niewielkie tłumienie w atmosferze i może przechodzić przez przezroczyste obiekty, takie jak szkło. Nadaje się do spawania materiałów wysoce toksycznych, takich jak stopy berylu, w szczelnie zamkniętym pojemniku ze szkła; laser nie jest wrażliwy na pola elektromagnetyczne (wpływ na spawanie łukowe i spawanie wiązką elektronów), może dokładnie ustawić spawaną konstrukcję; nie ma ochrony przed promieniowaniem rentgenowskim i nie jest wymagana ochrona próżniowa.
- Może spawać materiały trudne do spawania konwencjonalnymi metodami spawania, takie jak metale o wysokiej temperaturze topnienia i materiały niemetaliczne (takie jak ceramika, szkło organiczne itp.). Materiały wrażliwe na doprowadzenie ciepła można również spawać laserowo. Po spawaniu nie jest wymagana obróbka cieplna i można wykonywać różne rodzaje spawania. Materiały heterogeniczne.
W porównaniu ze spawaniem wiązką elektronów największą cechą spawania laserowego jest to, że nie wymaga ono komory próżniowej (spawanie może odbywać się w atmosferze) i nie wytwarza promieni rentgenowskich.
Główne przeszkody wpływające obecnie na ekspansję spawania laserowego są następujące.
- Lasery (zwłaszcza lasery ciągłe o dużej mocy) są drogie. Obecnie maksymalna moc laserów przemysłowych to około 25KW, a maksymalna grubość spawanych elementów to około 20mm, czyli znacznie mniej niż spawanie wiązką elektronów
- Wymagania dotyczące obróbki, montażu i pozycjonowania konstrukcji spawanej są bardzo wysokie. Pozycja spawana musi być bardzo dokładna i musi znajdować się w zakresie ogniskowania wiązki laserowej.
- Konwersja elektrooptyczna lasera i ogólna wydajność operacyjna są niskie, a współczynnik konwersji energii wiązki wynosi tylko 10% do 20%. Spawanie laserowe sprawia, że trudno jest spawać metale o wysokim współczynniku odbicia.
Przykład spawania laserowego
Produkcja
Japonia zastępuje doczołowe zgrzewanie iskrowe CO2 spawanie laserowe do łączenia kręgów walcowanych ze stali. Spawanie blach ultracienkich (takich jak folie o grubości poniżej 100 μm) nie może być spawane, natomiast spawanie laserowe YAG o specjalnej fali mocy wyjściowej może być z powodzeniem spawane, co pokazuje szerokie perspektywy spawania laserowego. Japońska Kawasaki Heavy Industries Corporation zmieniła tradycyjny proces zgrzewania punktowego na spawanie laserowe w produkcji pojazdów szynowych, co poprawiło wytrzymałość, sztywność i szczelność karoserii, a także znacznie poprawiło wydajność produkcji. Rysunek 3.12 przedstawia schematyczny diagram struktury plastra miodu spawanego laserowo pudła wagonu kolei dużych prędkości. Japonia z powodzeniem rozwinęła również zastosowanie spawania laserowego YAG do spawania i konserwacji cienkich rur generatorów pary w reaktorach jądrowych.

Przemysł samochodowy
Pod koniec lat 80. spawanie laserowe na poziomie kilowatów zostało z powodzeniem zastosowane w produkcji przemysłowej. Obecnie w przemyśle samochodowym na dużą skalę pojawiły się linie produkcyjne do spawania laserowego. Już w latach 80. europejscy producenci samochodów, tacy jak Audi, Mercedes-Benz, Volkswagen w Niemczech i Volvo w Szwecji, przewodzili w stosowaniu technologii spawania laserowego do spawania dachów, karoserii i ram bocznych. W latach 90. GM, Ford i Chrysler konkurowały również o wprowadzenie spawania laserowego do produkcji samochodów. Choć zaczęło się późno, szybko się rozwijało. Włoska firma Fiat stosuje spawanie laserowe przy spawaniu i montażu większości elementów z blachy stalowej. Japońskie Nissan, Honda i Toyota również stosują procesy spawania i cięcia laserowego w produkcji paneli nadwozia.
Technologia spawania laserowego jest szeroko stosowana w zagranicznej produkcji samochodów. Już w 2000 roku na całym świecie istniało ponad 100 laserowo spawanych linii produkcyjnych do produkcji szytych na miarę półfabrykatów, z roczną produkcją 70 milionów sztuk szytych na miarę półfabrykatów do komponentów samochodowych, które każdego roku rosły w stosunkowo szybkim tempie. W produkowanych w kraju modelach Passat, Buick, Audi i innych zastosowano również niektóre konstrukcje wyciętego blanku.
Części montażowe ze stali o wysokiej wytrzymałości do spawania laserowego są coraz częściej stosowane w produkcji nadwozi samochodowych ze względu na ich doskonałą wydajność. Zgodnie z charakterystyką dużych partii i wysokiej automatyzacji w przemyśle samochodowym, sprzęt do spawania laserowego rozwija się w kierunku dużej mocy i wielokanałowości. Z jednej strony Sandia National Laboratory w Stanach Zjednoczonych i Pratt Whitney wspólnie prowadziły badania nad dodawaniem proszku i drutu metalowego w procesie spawania laserowego. Instytut Technologii Belek Stosowanych w Bremie w Niemczech przeprowadził wiele badań nad wykorzystaniem spawania laserowego ram nadwozia ze stopów aluminium. Dodanie spoiwa do spoiny może pomóc w wyeliminowaniu pęknięć na gorąco i zwiększeniu szybkości spawania. Opracowana linia produkcyjna została wprowadzona do produkcji w Mercedes-Benz.
Obecnie technologia spawania laserowego jest szeroko stosowana w liniach produkcyjnych samochodów i jest stosowana w podwoziach, karoserii, dachu, drzwiach, ramie bocznej, pokrywie silnika, ramie silnika, ramie chłodnicy, bagażniku, tablicy przyrządów, skrzyni biegów o zmiennej prędkości, zaworze Podnośnik Konstrukcje i komponenty, takie jak pręty i zawiasy drzwiowe. Zastosowanie technologii spawania laserowego na dużą skalę znacznie poprawiło poziom produkcji samochodów, jakość produktów i wydajność oraz stworzyło warunki do realizacji lekkich, wytrzymałych i elastycznych projektów i produkcji.
Przemysł lotniczy
Zastosowanie technologii spawania laserowego w przemyśle lotniczym przyciągnęło uwagę rozwiniętych krajów świata. Na przykład w Europie konstrukcja ścian kadłuba samolotu Airbus A330/340 jest konstrukcją spawaną laserowo. Poszycie kadłuba (stop aluminium 6013-T6) i żebra (6013-T6511) są spawane, tworząc integralną ścianę kadłuba przy użyciu technologii spawania laserowego. Płyta zastępuje oryginalną nitowaną płytę uszczelniającą, zmniejszając wagę o 15% i zmniejszając koszt o 15%. Dla innego przykładu CO2 Laser o mocy znamionowej 10KW służy do spawania połączenia w kształcie litery T paneli ściennych ze stopu aluminium (6013, grubość 2mm) i żeber (6013, grubość 4mm) oraz dodawany jest drut spawalniczy AISi12, a prędkość spawania wynosi 10m/ min. Poniżej rzeczywista moc spawania wynosi 4 kW, szerokość całej spawanej ściany wynosi około 2 m, a efekt zastosowania struktury spawania laserowego jest dobry. Rdzeń drobnokomórkowy o strukturze plastra miodu wytwarzany przez personel naukowo-techniczny naszego kraju przy użyciu technologii spawania laserowego zapewnia techniczną gwarancję poprawy osiągów silników lotniczych.

Powyższe kilka typowych przykładów pokazuje, że technologia spawania laserowego ma bardzo szerokie perspektywy aplikacyjne w produkcji konstrukcji lotniczych. W moim kraju zastosowanie przemysłowego CO . o mocy 5KW2 sprzęt do spawania laserowego w przemyśle lotniczym stopniowo stał się popularny, a lasery powyżej 10 kW weszły również do zastosowań inżynierskich.

Czy mogę kupić spawanie laserowe?
tak