Blog
Conocimientos comunes sobre la soldadura por láser

Tiempo de lectura estimado: 27 minutos
Acerca de la soldadura por láser es un método de soldadura eficiente y preciso que utiliza un rayo láser de alta densidad de energía como fuente de calor para la soldadura. Con el rápido desarrollo de la ciencia y la tecnología y el desarrollo continuo de nuevos materiales, los requisitos de rendimiento de las estructuras soldadas son cada vez más altos. Acerca de la soldadura por láser ha atraído la atención por sus ventajas de alta densidad de energía, penetración profunda, alta precisión y gran adaptabilidad. La soldadura láser juega un papel muy importante en la soldadura de algunos materiales y estructuras especiales. Este método de soldadura se ha aplicado en campos de alta tecnología como el aeroespacial, la electrónica, la fabricación de automóviles, la energía nuclear, etc., y ha recibido una atención cada vez mayor de los países industrializados.
El láser es un tipo de haz de luz monocromático, de fuerte directividad y brillante producido mediante el uso de radiación estimulada para realizar el principio de amplificación de la luz. Después de enfocar con una lente o espejo, un haz de energía con un diámetro de menos de 0.01 mm y una densidad de potencia de hasta 1012W / m2 se puede obtener, que se puede utilizar como fuente de calor para soldar, cortar y revestir superficies de materiales.
Principio y clasificación de la soldadura láser.
Principio de la soldadura por láser
La soldadura por láser es un método de soldadura que utiliza energía láser (luz visible o ultravioleta) como fuente de calor para fundir y conectar piezas de trabajo. La soldadura por láser se puede lograr no solo porque el láser en sí tiene una energía extremadamente alta, sino, lo que es más importante, porque la energía del láser está muy concentrada en un punto, lo que hace que su densidad de energía sea muy grande.
Durante la soldadura láser, el láser irradia la superficie del material a soldar y actúa sobre él. Parte de ella se refleja y parte se absorbe y entra en el material. Para materiales opacos, la luz transmitida se absorbe y el coeficiente de absorción lineal del metal es 107~108metro-1. Para los metales, el láser se absorbe en un espesor de 0.01-0. 1 чm en la superficie del metal y se convierte en energía térmica, lo que hace que la temperatura de la superficie del metal aumente bruscamente y luego se transmita al interior del metal.
El principio de funcionamiento de CO2 láser se muestra en la Figura 3.1. El sistema óptico compuesto por espejo y lente enfoca y transmite el láser a la pieza a soldar. La mayoría de las soldaduras láser se realizan bajo el control de una computadora. La pieza de trabajo a soldar se puede mover mediante una plataforma unidimensional o tridimensional impulsada por computadora (como una máquina herramienta CNC); la pieza de trabajo también se puede fijar y el proceso de soldadura se puede completar cambiando la posición del rayo láser.

El principio de la soldadura por láser es que los fotones bombardean la superficie del metal para formar un vapor, y el metal evaporado puede evitar que la energía restante sea reflejada por el metal. Si el metal soldado tiene buena conductividad térmica, obtendrá una mayor profundidad de penetración. La reflexión, transmisión y absorción de la luz láser en la superficie del material son esencialmente el resultado de la interacción entre el campo electromagnético de ondas de luz y el material. Cuando la onda de luz láser entra en el material, las partículas cargadas en el material vibran de acuerdo con el paso del vector eléctrico de onda de luz. La energía radiante del fotón se convierte en energía cinética del electrón. Después de que una sustancia absorbe la luz láser, primero produce un exceso de energía de ciertas partículas, como la energía cinética de los electrones libres, la energía de excitación de los electrones ligados o el exceso de fonones. Estas energías de excitación originales se convierten en energía térmica después de un determinado proceso.
Además de ser una onda electromagnética como otras fuentes de luz, los láseres también tienen características que otras fuentes de luz no poseen, como alta directividad, alto brillo (intensidad de fotones), alta monocromaticidad y alta coherencia. Durante la soldadura por láser, la conversión de la energía luminosa absorbida por el material en energía térmica se completa en muy poco tiempo (aproximadamente 10-9s). Durante este tiempo, la energía térmica solo se limita al área del material irradiada con láser y luego, a través de la conducción de calor, el calor se transfiere del área de alta temperatura al área de baja temperatura.
La absorción de la luz láser por el metal está relacionada principalmente con factores como la longitud de onda del láser, las propiedades del material, la temperatura, el estado de la superficie y la densidad de potencia del láser. En términos generales, la tasa de absorción de metal a láser aumenta con el aumento de temperatura y aumenta con el aumento de resistividad.
Los láseres utilizados para la soldadura por láser incluyen CO2 láseres Láseres YAG, láseres semiconductores y láseres de fibra. Los siguientes láseres se utilizan principalmente en el campo de la soldadura: láser de estado sólido YAG (itrio-aluminio-granate con Nd3+, YAG para abreviar); CO2 láser de gas; láser de fibra.
Durante el proceso de soldadura por láser, la pieza de trabajo y el rayo se mueven entre sí. Debido a la fuerte fuerza impulsora generada por la evaporación violenta, el metal fundido en la parte delantera del orificio pequeño se acelera en un cierto ángulo, y la superficie cercana detrás del orificio pequeño se forma como se muestra en la Figura 3.2. Derretir el flujo (vórtice principal). Después de eso, la temperatura del metal líquido detrás del pequeño orificio cae rápidamente debido al efecto de la transferencia de calor, y el metal líquido se solidifica rápidamente para formar una soldadura continua.

Clasificación de soldadura por láser
De acuerdo con la forma en que el láser actúa sobre la pieza de trabajo y la energía de salida del láser, se puede dividir en soldadura láser continua y soldadura láser pulsada. La soldadura láser continua forma una soldadura continua durante el proceso de soldadura. La entrada de energía a la pieza de trabajo mediante la soldadura láser pulsada es intermitente y pulsada, y cada pulso láser forma un punto de soldadura circular durante el proceso de soldadura.
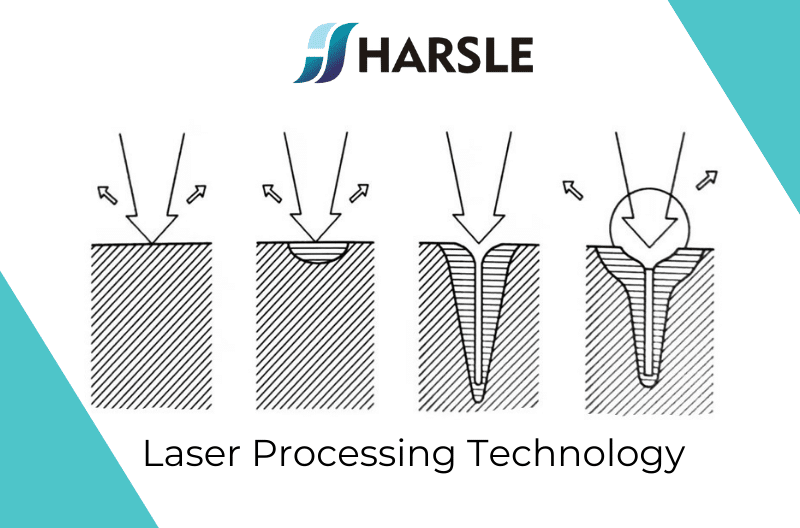
Hay dos modos básicos de soldadura por láser. De acuerdo con la diferente densidad de potencia del punto en la pieza de trabajo después del enfoque con láser, la soldadura por láser se divide generalmente en soldadura por conducción térmica (densidad de potencia inferior a 105W / cm2) y soldadura de penetración profunda (también llamada soldadura de orificios pequeños, potencia La densidad es superior a 106W / cm2).
Soldadura térmica láser (soldadura por transferencia de calor)
Con una densidad de potencia láser más baja y un tiempo de irradiación láser más prolongado, el material se derrite gradualmente de la capa superficial. Con la energía de entrada y la conducción de calor, la interfaz líquido-sólido migra al interior del material y finalmente se realiza el proceso de soldadura, similar al electrodo de tungsteno. En la soldadura por arco de argón (TIG), la superficie del material absorbe la energía del láser, la transfiere al interior a través de la conducción de calor y la funde, y forma una junta de soldadura o soldadura después de la solidificación.
La figura 3.3 muestra un diagrama esquemático del proceso de fusión de la soldadura por conducción térmica con láser. Cuando la densidad de potencia del punto láser es inferior a 105W / cm2, el láser calienta la superficie del metal entre el punto de fusión y el punto de ebullición. Al soldar, la superficie del material metálico convierte la energía luminosa absorbida en energía térmica, de modo que la temperatura de la superficie del metal aumenta y se derrite, y luego la energía térmica se transfiere al interior del metal a través de conducción térmica para que la fusión La zona se expande gradualmente y la unión soldada o la soldadura se forma después de la solidificación. Por lo tanto, la soldadura por conductividad térmica también se denomina soldadura por transferencia de calor.

1-Laser este 2-Material base 3-Times pool 4-Cadena de soldadura
En el proceso de soldadura por conducción térmica con láser, el cambio de temperatura causado por el calentamiento por láser cambia la tensión superficial del baño fundido, lo que produce una mayor fuerza de agitación en el baño fundido, de modo que el metal líquido en el baño fundido fluye en una dirección determinada. . Dado que no hay presión de vapor, efecto no lineal ni efecto de orificio durante la soldadura por conducción térmica con láser, la profundidad de penetración es generalmente poco profunda. La comparación entre la soldadura por conducción térmica con láser y la penetración profunda soldadura se muestra en la Figura 3.4.

Durante la soldadura por conducción térmica con láser, la temperatura de la superficie de la pieza de trabajo no excede el punto de ebullición del material. La energía luminosa absorbida por la pieza de trabajo se convierte en energía térmica y luego la pieza de trabajo se funde por conducción de calor. La forma del baño de fusión es aproximadamente hemisférica. La característica de la soldadura por conducción térmica es que la densidad de potencia del punto láser es pequeña, una gran parte del láser se refleja en la superficie metálica, la tasa de absorción del láser es baja, la profundidad de soldadura es poco profunda, la junta de soldadura es pequeña, y la zona afectada por el calor es pequeña, por lo que la deformación de la soldadura es pequeña y la precisión es alta. La calidad de la soldadura también es muy buena, pero la velocidad de soldadura es lenta. La soldadura por conducción térmica se utiliza principalmente para la soldadura de precisión de placas delgadas (espesor δ <1 mm) y piezas pequeñas como instrumentación, carcasas de baterías, componentes electrónicos, etc.
El hecho de que la soldadura por láser se realice mediante soldadura por conducción térmica depende de los parámetros del proceso de soldadura por láser. En esencia, cuando la densidad de potencia del punto láser es inferior a 105W / cm2, la superficie del material se calienta entre el punto de fusión y el punto de ebullición para garantizar que el material se derrita por completo sin vaporización, y la calidad de la soldadura es fácil de garantizar.
Soldadura láser de penetración profunda (soldadura de orificios pequeños)
La soldadura por orificios pequeños es similar a la soldadura por haz de electrones. El rayo láser de densidad de alta potencia hace que el material se derrita localmente y forme pequeños orificios. El rayo láser penetra en los pequeños orificios del baño de fusión y se forma con el movimiento del rayo láser. Soldadura continua. Cuando la densidad de potencia del punto es alta, los pequeños orificios producidos penetrarán en todo el espesor de la placa para formar soldaduras de penetración profunda (o juntas de soldadura). En la soldadura láser continua, el pequeño orificio avanza a lo largo de la dirección de soldadura con el rayo en relación con la pieza de trabajo. El metal se derrite frente al pequeño orificio y, después de que el metal depositado fluye alrededor del pequeño orificio hacia la parte posterior, se solidifica nuevamente para formar una soldadura.
El rayo láser de la soldadura de penetración profunda puede penetrar profundamente en la soldadura, formando así una soldadura con una profundidad y un ancho relativamente grandes. Si la densidad de potencia del láser es lo suficientemente grande y el material es relativamente delgado, el pequeño orificio formado por la soldadura con láser penetra en todo el espesor de la placa y la superficie posterior puede recibir parte del láser. Este método también se puede llamar soldadura por efecto de agujero de alfiler con láser de placa delgada.
La figura 3.5 muestra el fenómeno de calentamiento de rayos láser con diferentes densidades de potencia. El pequeño agujero está rodeado de metal fundido. La gravedad y la tensión superficial del metal fundido tienden a tender un puente sobre el orificio pequeño, mientras que el vapor de metal continuo intenta mantener el orificio pequeño. Con el movimiento del rayo láser, el pequeño orificio se moverá con la luz, pero su forma y tamaño son estables.
Se forma un frente de ablación oblicuo frente al pequeño orificio. En esta área, hay un gradiente de presión y un gradiente de temperatura alrededor del pequeño orificio. Bajo la acción del gradiente de presión, el material sinterizado fluye a lo largo de la periferia del pequeño orificio de adelante hacia atrás. El gradiente de temperatura significa que se establece una pequeña tensión superficial alrededor del orificio pequeño, lo que impulsa aún más el material fundido a fluir alrededor del orificio pequeño de adelante hacia atrás, y finalmente se solidifica detrás del orificio pequeño para formar una soldadura.
En cuanto a la absorción de luz láser por materiales metálicos, la aparición de pequeños agujeros es una línea divisoria. Antes de la aparición de pequeños orificios, ya sea que la superficie del material esté en fase sólida o en fase líquida, la tasa de absorción de la luz láser solo cambia lentamente con el aumento de la temperatura de la superficie. Una vez que el material se vaporiza y forma plasma y pequeños agujeros, la tasa de absorción del láser del material sufrirá un cambio repentino, y su tasa de absorción casi ya no está relacionada con la longitud de onda del láser, las características del metal y el estado de la superficie del material, sino que depende principalmente de el plasma y los factores láser, como la interacción y el efecto de pequeños orificios.

1-Nube de plasma 2-Material de fusión 3-Ojo de cerradura 4-Profundidad de penetración
La tasa de absorción del láser sufrirá un cambio repentino y su tasa de absorción casi ya no es coherente con la longitud de onda del láser, las propiedades del metal y la forma de la superficie del material. El estado está relacionado y depende principalmente de factores como la interacción entre el plasma y el láser y el efecto estenopeico.
La figura 3.6 muestra la medición real de la reflectividad de la superficie de la pieza de trabajo al láser durante el proceso de soldadura por láser en función de la densidad de potencia del láser. Cuando la densidad de potencia del láser es mayor que el umbral de vaporización (106W / cm2), la reflectividad R cae repentinamente a un valor muy bajo debido a la generación de pequeños orificios, y la tasa de absorción del láser del material aumenta drásticamente.

El efecto de agujero pequeño
La soldadura láser de penetración profunda también se denomina soldadura láser de ojo de cerradura, y su característica esencial es la soldadura láser con efecto de ojo de cerradura. El rayo láser puede irradiar a la capa profunda del material a través del orificio pequeño, completar la transferencia y conversión de energía en el orificio pequeño, realizar la soldadura de penetración profunda y obtener la soldadura profunda y estrecha con una relación de aspecto grande.
Cuando la densidad de potencia del punto láser es lo suficientemente grande (> 106W / cm2), la superficie del metal se calienta rápidamente bajo la irradiación del rayo láser y la temperatura de su superficie se eleva al punto de ebullición en muy poco tiempo (10-8~10-6s), para fundir y vaporizar el metal. El vapor de metal generado sale de la piscina fundida a una cierta velocidad, y el vapor que se desborda genera una presión adicional sobre el metal líquido fundido, lo que hace que la superficie metálica de la piscina fundida se hunda hacia abajo, creando un pequeño orificio debajo del punto del láser. Cuando el rayo láser continúa calentando el fondo del orificio pequeño, el vapor de metal generado por un lado presiona el metal líquido en el fondo del orificio para profundizar aún más el orificio pequeño, por otro lado, el vapor sale volando del agujero aprieta el metal fundido a la periferia de la piscina fundida. Se forma un agujero alargado en el metal líquido, como se muestra en la Figura 3.7.

Cuando la presión de retroceso del vapor de metal generado por la energía del rayo láser se equilibra con la tensión superficial y la gravedad del metal líquido, el pequeño orificio no continúa profundizándose, formando un pequeño orificio profundo y estable para soldar (efecto de orificio pequeño) .
El efecto de enfoque de la pared lateral producido durante el desarrollo del agujero de alfiler tiene una influencia importante en el proceso de soldadura. Cuando se forma el orificio pequeño, cuando el rayo láser que entra en el orificio pequeño interactúa con la pared lateral del orificio pequeño, una parte de la luz es absorbida por la pared lateral y la otra parte del haz de luz se refleja en la superficie de la pared lateral para el fondo del pequeño agujero y vuelve a converger, como se muestra en la Figura 3.8.

Debido al efecto de enfoque de la pared lateral, el rayo láser con un cierto ángulo de divergencia no divergerá significativamente y expandirá el orificio pequeño incluso si ingresa a la parte profunda del material, sino que se refleja y se enfoca en la parte inferior del orificio pequeño para mantener un pequeño tamaño del punto, haciendo el pequeño agujero La profundidad sigue aumentando. Cuando el láser se refleja y enfoca una vez en el orificio pequeño, su energía se reduce en una parte, hasta que la energía del láser se atenúa a un cierto valor, la profundidad del orificio pequeño ya no aumenta, y finalmente, se realiza una soldadura profunda y estrecha. adquirido.
Durante el proceso de soldadura, la pared lateral del orificio pequeño siempre está en un estado muy fluctuante y la capa más delgada de metal fundido en la pared frontal del orificio pequeño fluye hacia abajo con la fluctuación de la pared [Figura 3.9 (a)]. Cualquier golpe en la pared frontal del pequeño orificio se evaporará fuertemente debido a la irradiación del rayo láser de densidad de alta potencia, y el vapor generado se rociará hacia atrás para impactar el metal fundido de la piscina en la pared posterior, causando la oscilación del charco fundido y promover el proceso de solidificación del charco fundido. El desbordamiento de gas.
Coloque partículas de tungsteno con un diámetro de 0,1 ~ 0,4 mm en la piscina fundida, y el estado de flujo de la piscina fundida bajo la acción de los pequeños orificios se puede observar claramente mediante irradiación de rayos X, como se muestra en la Figura 3.9 (b). Hay una corriente de Foucault giratoria en la piscina de fusión y la energía es grande, lo que tiene una fuerte fuerza de agitación. Figura 3.8 La pared lateral del orificio pequeño cae rápidamente sobre la pared frontal del orificio pequeño a una velocidad de aproximadamente 0,4 m / s. Cuando llega al fondo del pequeño orificio, se forma un vórtice detrás del pequeño orificio por el flujo de líquido que se mueve hacia abajo. En este momento, la velocidad de movimiento de tungsteno de las partículas es de 0,2 ~ 0,3 m / s, que es mucho más rápida que la convección natural normal. El movimiento de las partículas de tungsteno puede representar básicamente el flujo de metal líquido en el baño fundido. Las burbujas más grandes generadas en el fondo del charco fundido no dependen completamente de la flotabilidad para drenar fuera del charco fundido, sino que son sacadas del charco fundido por el flujo líquido de metal.
El vapor en los poros fundidos está compuesto por vapor de metal a alta temperatura y el gas protector atraído por la pulsación de los poros y está parcialmente ionizado para formar un plasma cargado. El flujo de vapor de los pequeños orificios es rápido (cercano a la velocidad del sonido) y se pueden escuchar ruidos caóticos. La fuerte evaporación del metal en los pequeños orificios incluso forma un chorro. Esta evaporación irregular provoca la rápida vibración del metal líquido y provoca la fluctuación de los pequeños orificios.

Características del estado de penetración de la soldadura láser y la formación de la costura de soldadura
Características del estado de penetración de la soldadura láser.
La profundidad de penetración de la soldadura por láser se refiere al grosor de la pieza de trabajo que el láser derrite durante el proceso de soldadura. Generalmente, la profundidad del orificio pequeño se considera la profundidad de penetración, por lo que la penetración del orificio pequeño a través de la pieza de trabajo a menudo es equivalente a la penetración. De hecho, debido a que existe un cierto espesor de capa de metal líquido alrededor del orificio pequeño, puede haber situaciones en las que el orificio pequeño no penetre en la pieza de trabajo, pero la pieza de trabajo se haya fundido. A través del análisis del proceso de soldadura por láser y el estado de penetración de la parte posterior de la soldadura, se puede determinar que la soldadura por láser de penetración profunda tiene los siguientes estados de penetración, como se muestra en la Figura 3.10.
No derretido
Durante el proceso de soldadura, el pequeño orificio y el metal líquido debajo de él no penetraron el material base (pieza de trabajo), y no se puede ver ningún rastro del metal que se está fundiendo en la parte posterior de la pieza de trabajo (Figura 3.10 (a)).

Solo penetración del charco de soldadura
Durante el proceso de soldadura, el pequeño orificio está cerca de la superficie inferior de la pieza de trabajo, pero no ha penetrado en la pieza de trabajo, y el metal líquido debajo del pequeño orificio penetra en la parte posterior de la pieza de trabajo. Aunque la parte posterior de la pieza de trabajo está fundida, el metal líquido fundido no puede formar un amplio charco fundido en la parte posterior de la pieza de trabajo debido al efecto de la tensión superficial. Por lo tanto, la parte posterior de la soldadura muestra una altura de pila continua o discontinua delgada después de la solidificación. Aunque este estado también se encuentra en el rango de penetración, la penetración de toda la soldadura no es confiable e inestable debido al ancho estrecho del lado posterior (Figura 3.10 (b)), especialmente cuando la soldadura se suelda a tope. Si hay una ligera desviación, no habrá fusión.
Penetración moderada (penetración de orificios pequeños)
Durante el proceso de soldadura, el pequeño orificio simplemente penetra en la pieza de trabajo. En este momento, el vapor de metal dentro del orificio pequeño rociará debajo de la pieza de trabajo, y su presión de retroceso hará que el metal líquido fluya alrededor del orificio pequeño, lo que resultará en un aumento significativo en el ancho de la parte posterior del baño fundido, que se forma después de la soldadura. Forma de soldadura con un ancho de soldadura uniforme y moderado en la parte posterior y básicamente sin acumulación [Figura 3. 10 (c)]
Penetración excesiva
Debido a la entrada de calor excesiva durante el proceso de soldadura, el orificio pequeño no solo penetra en la pieza de trabajo, sino que el diámetro del orificio pequeño y el grosor de la capa de metal líquido a su alrededor aumentan significativamente, lo que da como resultado un baño de fusión excesivamente ancho (significativamente mayor que la parte trasera se derrite en un estado de penetración moderada Ancho), e incluso hacen que la superficie de soldadura se abolla y así sucesivamente [Figura 3. 10 (d)].
Entre los cuatro estados de penetración anteriores, el estado moderadamente horneado (penetración de orificio pequeño) es el estado de penetración ideal, porque el orificio pequeño penetra en la pieza de trabajo en este momento para garantizar que la soldadura sea completamente penetrada y que el baño de fusión no sea demasiado ancho. Esto conduce a abolladuras en la superficie de la soldadura. Por lo tanto, el estado de penetración moderada (penetración de orificios pequeños) se puede utilizar como punto de referencia para la detección y el control de la penetración.
El análisis microscópico mostró que solo la sección de la soldadura en el estado de penetración del baño fundido presenta un triángulo invertido más obvio, mientras que la sección de la soldadura en el estado de penetración moderada presenta una forma trapezoidal invertida o hiperbólica. Es decir, el estado de penetración adecuado debe expresarse como que los lados delantero y trasero de la costura de soldadura están formados y planos, sin abolladuras y sin una altura de pelo obvia, y tienen un cierto ancho de fusión del lado trasero.
Características de la formación de soldadura en soldadura láser.
La soldadura de la soldadura por conducción térmica con láser tiene las características de la soldadura por fusión convencional (como la soldadura por arco, la soldadura con gas, etc.). La formación de la costura de soldadura durante la soldadura de penetración profunda con láser se muestra en la Figura 3.11. El baño de fusión de la soldadura por láser tiene la característica de cambio periódico, la razón es el efecto de autooscilación en el proceso de interacción del láser y el material. La frecuencia de esta autooscilación es generalmente de 100 a 10000 Hz, la amplitud de las fluctuaciones de temperatura es de 100 a 500 Hz y la amplitud de las fluctuaciones de temperatura es de 100 a 500 K.

Debido al efecto de auto-oscilación, los pequeños orificios y el flujo de metal en el baño de fusión experimentan cambios periódicos. La formación del pequeño orificio permite que el láser se irradie a la profundidad del pequeño orificio, refuerza la absorción de la energía del láser por el baño fundido y aumenta aún más la profundidad del pequeño orificio original. La vaporización del metal fundido permite mantener el pequeño orificio, formando una relación de aspecto Grandes soldaduras continuas.
Dado que la entrada de calor de la soldadura de penetración profunda con láser es 1/10 ~ 1/3 de la soldadura por arco, el proceso de solidificación es muy rápido. Especialmente en la parte inferior de la soldadura, debido a que es muy estrecha y tiene buenas condiciones de disipación de calor, tiene una velocidad de enfriamiento rápida, por lo que se forman cristales finos equiparados dentro de la soldadura, y el tamaño de grano es aproximadamente 1/3 de ese. de soldadura por arco.
Usando soldadura láser, "Siempre que pueda ver, puede soldar". La soldadura por láser se puede realizar en una estación lejana, a través de una ventana o en el interior de piezas tridimensionales donde los electrodos o haces de electrones no pueden penetrar. Al igual que la soldadura por haz de electrones, la soldadura por láser solo se puede realizar desde un solo lado, por lo que la soldadura de un solo lado se puede utilizar para soldar piezas laminadas entre sí. Esta ventaja de la soldadura por láser abre una nueva forma de diseñar juntas de soldadura. Con la soldadura por láser, no solo se mejora significativamente la calidad de la soldadura, sino que la productividad también es mayor que la de los métodos de soldadura tradicionales.
Características y aplicaciones de la soldadura láser.
Características de la soldadura láser.
La soldadura por láser es un método de soldadura por fusión que utiliza un rayo láser de alta densidad de energía como fuente de calor. Con la soldadura láser, no solo la productividad es más alta que con el método de soldadura tradicional, sino que la calidad de la soldadura también mejora significativamente. En comparación con los métodos de soldadura generales, la soldadura por láser tiene las siguientes características.
- El láser enfocado tiene una alta densidad de potencia (105~107W / cm2 o superior), y una velocidad de calentamiento rápida, que puede realizar soldadura de penetración profunda y soldadura de alta velocidad. Debido al pequeño rango de calentamiento del láser (el diámetro del punto es inferior a 1 mm), está al mismo nivel. En las condiciones de potencia y espesor de la soldadura, la zona afectada por el calor de la soldadura es pequeña y la tensión y la deformación de la soldadura son pequeñas.
- El astigmatismo se puede emitir y transmitir y viajar una distancia considerable en el espacio con una atenuación muy pequeña. Puede transmitirse y desviarse doblando fibras ópticas, prismas, etc., y es fácil de enfocar. Es especialmente adecuado para enfocar micropartes en partes pequeñas, inaccesibles o lejanas. Distancia a soldar.
- Pertenece a la soldadura sin contacto, no se necesita ningún electrodo y no hay contaminación ni desgaste del electrodo. Se puede utilizar un láser para diferentes procesos en varios bancos de trabajo. Se puede utilizar para soldar, pero también para cortar, revestir, alear y para el tratamiento térmico de superficies, etc. Una máquina tiene múltiples usos.
- El rayo láser tiene poca atenuación en la atmósfera y puede atravesar objetos transparentes como el vidrio. Es adecuado para soldar materiales altamente tóxicos como aleaciones de berilio en un recipiente sellado de vidrio; el láser no se ve afectado por campos electromagnéticos (la soldadura por arco y la soldadura por haz de electrones se ven afectadas), puede alinear con precisión la soldadura; no hay protección contra rayos X y no se requiere protección contra vacío.
- Puede soldar materiales que son difíciles de soldar mediante métodos de soldadura convencionales, como metales de alto punto de fusión y materiales no metálicos (como cerámica, vidrio orgánico, etc.). Los materiales sensibles a la entrada de calor también pueden soldarse con láser. No se requiere tratamiento térmico después de la soldadura y se pueden realizar varios tipos de soldadura. Materiales heterogéneos.
En comparación con la soldadura por haz de electrones, la característica más importante de la soldadura por láser es que no requiere una cámara de vacío (la soldadura se puede realizar en la atmósfera) y no produce rayos X.
Los principales obstáculos que afectan actualmente a la expansión de la soldadura láser son los siguientes.
- Los láseres (especialmente los láseres continuos de alta potencia) son caros. En la actualidad, la potencia máxima de los láseres industriales es de aproximadamente 25 KW, y el grosor máximo de las piezas soldables es de aproximadamente 20 mm, que es mucho más pequeño que la soldadura por haz de electrones.
- Los requisitos de procesamiento, montaje y posicionamiento de la pieza soldada son muy elevados. La posición de la soldadura debe ser muy precisa y debe estar dentro del rango de enfoque del rayo láser.
- La conversión electroóptica del láser y la eficiencia operativa general son bajas, y la tasa de conversión de energía del haz es solo de 10% a 20%. Es difícil para la soldadura láser soldar metales con alta reflectividad.
Ejemplo de soldadura por láser
Fabricación
Japón reemplaza la soldadura a tope por flash con CO2 Soldadura láser para conectar bobinas de acero laminado. La soldadura de placas ultradelgadas (como láminas con un espesor de menos de 100 pm) no se puede soldar, pero la soldadura láser YAG con una forma de onda de potencia de salida especial se puede soldar con éxito, lo que muestra las amplias perspectivas de la soldadura láser. Kawasaki Heavy Industries Corporation de Japón cambió el proceso tradicional de soldadura por puntos a la soldadura por láser en la fabricación de vehículos ferroviarios, lo que mejoró la resistencia, rigidez y hermeticidad de la carrocería, y la eficiencia de producción también mejoró significativamente. La figura 3.12 muestra un diagrama esquemático de la estructura alveolar de la carrocería del vagón de ferrocarril de alta velocidad soldada con láser. Japón también ha desarrollado con éxito el uso de la soldadura por láser YAG para la soldadura y el mantenimiento de tubos delgados generadores de vapor en reactores nucleares.

Industria automotriz
A fines de la década de 1980, la soldadura láser a nivel de kilovatios se aplicó con éxito a la producción industrial. Hoy en día, las líneas de producción de soldadura por láser han aparecido a gran escala en la industria de fabricación de automóviles. Los fabricantes de automóviles europeos como Audi, Mercedes-Benz, Volkswagen en Alemania y Volvo en Suecia tomaron la delantera en el uso de tecnología de soldadura láser para soldar techos, carrocerías y marcos laterales ya en la década de 1980. En la década de 1990, GM, Ford y Chrysler también compitieron para introducir la soldadura por láser en la fabricación de automóviles. Aunque empezó tarde, se desarrolló rápidamente. La empresa italiana Fiat utiliza soldadura láser en la soldadura y ensamblaje de la mayoría de los componentes de las placas de acero. Las japonesas Nissan, Honda y Toyota también utilizan procesos de corte y soldadura por láser en la fabricación de paneles de carrocería.
La tecnología de soldadura a medida por láser se utiliza ampliamente en la fabricación de automóviles en el extranjero. Ya en 2000, había más de 100 líneas de producción soldadas por láser para piezas en bruto a medida en todo el mundo, con una producción anual de 70 millones de piezas de piezas en bruto soldadas a medida para componentes de automóviles, y continuó creciendo a un ritmo relativamente alto cada año. Los modelos importados de producción nacional Passat, Buick, Audi y otros también han adoptado algunas estructuras en blanco cortadas.
Las piezas de ensamblaje de soldadura láser de acero de alta resistencia se utilizan cada vez más en la fabricación de carrocerías de automóviles debido a su excelente rendimiento. De acuerdo con las características de los grandes lotes y la alta automatización en la industria del automóvil, los equipos de soldadura láser se están desarrollando en la dirección de alta potencia y multicanal. Por un lado, el Laboratorio Nacional Sandia en los Estados Unidos y Pratt Whitney han realizado conjuntamente una investigación sobre la adición de polvo y alambre de metal en el proceso de soldadura por láser. El Instituto de Tecnología Aplicada de Vigas de Bremen, Alemania, ha realizado muchas investigaciones sobre el uso de la soldadura por láser de estructuras de carrocería de aleación de aluminio. Agregar metal de aportación a la soldadura puede ayudar a eliminar las grietas calientes y aumentar la velocidad de soldadura. La línea de producción desarrollada se ha puesto en producción en Mercedes-Benz.
En la actualidad, la tecnología de soldadura láser se ha utilizado ampliamente en líneas de producción de automóviles y se ha utilizado en chasis, carrocería, techo, puerta, marco lateral, cubierta del motor, marco del motor, marco del radiador, maletero, panel de instrumentos, caja de cambios de velocidad variable, válvula. elevadores Estructuras y componentes como varillas y bisagras de puertas. La aplicación a gran escala de la tecnología de soldadura láser ha mejorado significativamente el nivel de fabricación de automóviles, la calidad del producto y el rendimiento, y ha creado las condiciones para la realización de un diseño y una fabricación ligeros, de alta resistencia y flexibles.
Industria de aviación
La aplicación de la tecnología de soldadura por láser en la industria de fabricación de aviación ha atraído la atención de los países desarrollados del mundo. Por ejemplo, en Europa, la estructura de la pared del fuselaje del Airbus A330 / 340 es una estructura general soldada con láser. La piel del fuselaje (aleación de aluminio 6013-T6) y las nervaduras (6013-T6511) se sueldan para formar una pared integral del fuselaje utilizando tecnología de soldadura láser. La placa reemplaza la placa de pared de sellado remachada original, reduciendo el peso en 15% y reduciendo el costo en 15%. Para otro ejemplo, un CO2 Se utiliza un láser con una potencia nominal de 10KW para soldar la junta en forma de T de paneles de pared de aleación de aluminio (6013, espesor 2 mm) y nervaduras (6013, espesor 4 mm), y se agrega alambre de soldadura AISi12, y la velocidad de soldadura es de 10 m / min. A continuación, la potencia de soldadura real es de 4 KW, el ancho de la pared soldada total es de aproximadamente 2 m y el efecto de aplicación de la estructura de soldadura láser es bueno. El núcleo de nido de abeja de células pequeñas fabricado por el personal científico y tecnológico de nuestro país mediante tecnología de soldadura láser proporciona una garantía técnica para mejorar el rendimiento de los motores aeronáuticos.

Los varios ejemplos típicos anteriores muestran que la tecnología de soldadura por láser tiene una perspectiva de aplicación muy amplia en la fabricación de estructuras de aviones. En mi país, la aplicación de CO industrial de 5KW2 Los equipos de soldadura láser en la industria de la aviación se han vuelto gradualmente populares, y los láseres superiores a 10KW también se han introducido en aplicaciones de ingeniería.

¿Puedo comprar la soldadura láser?
sí