Блог
Дополнительные знания по совершенствованию станка для лазерной резки


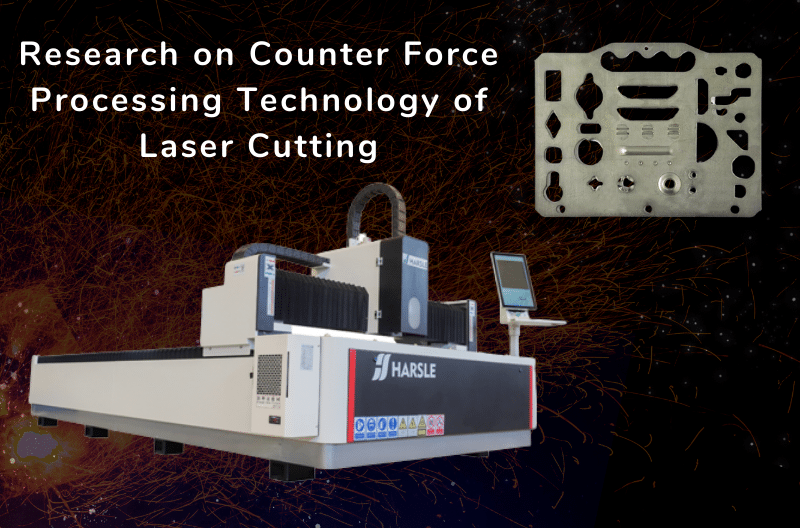
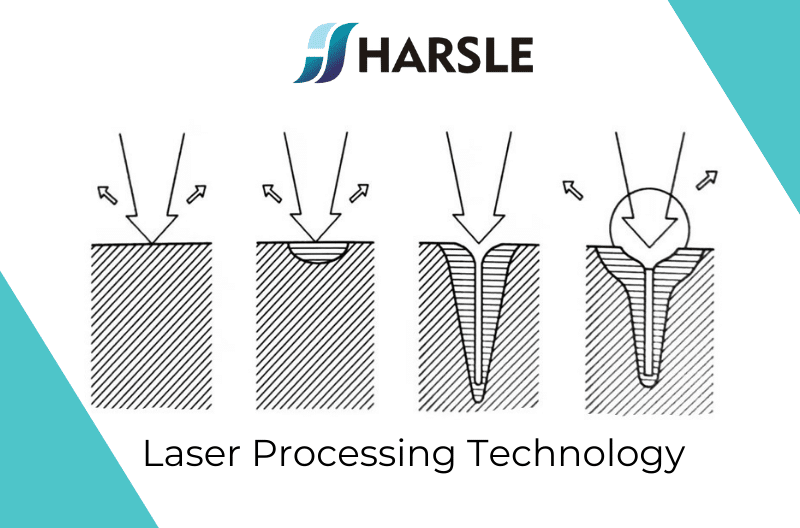
Laser cutting is the energy released when the laser beam is irradiated to the surface of the workpiece to melt and evaporate the workpiece to achieve the purpose of cutting and engraving. It has high precision, fast cutting, not limited to cutting patterns, automatic layout saves materials, and smooth cuts, Low processing cost, and other characteristics that will gradually improve or replace the traditional cutting process equipment.
The use of laser cutting equipment can cut stainless steel below 16mm, and oxygen can be added to the laser beam to cut stainless steel with a thickness of 8-10mm, but after oxygen cutting, a thin oxide film will be formed on the cutting surface. The maximum thickness of the cut can be increased to 16mm, but the size error of the cut part is larger.
The price of laser cutting equipment is quite expensive, at least USD30,000, because it reduces the cost of subsequent processing, so it is feasible to use this equipment in mass production. Since there is no tool processing cost, laser cutting equipment is also suitable for producing small batches of parts of various sizes that could not be processed previously. Laser cutting equipment usually uses a computerized digital control technology (CNC) device. After using this device, you can use a telephone line to receive cutting data from a computer-aided design (CAD) workstation.
The structure of the laser cutting machine
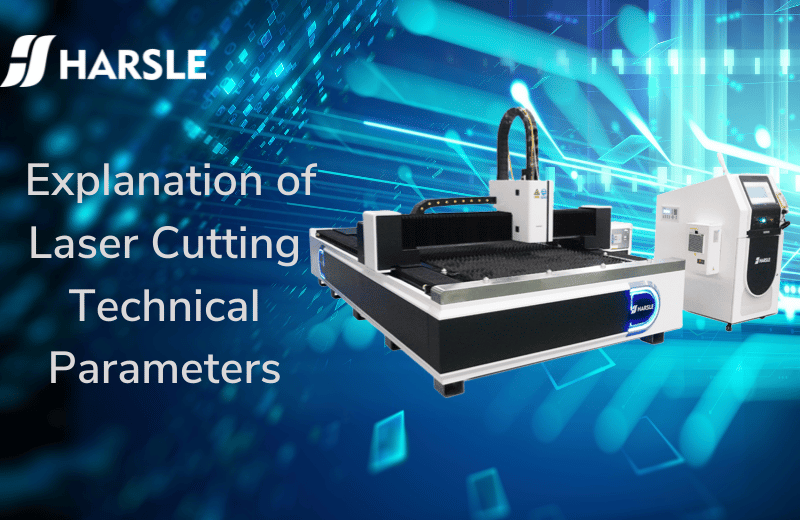
The laser cutting machine system generally consists of a laser generator, an (external) beam transmission component, a workbench (machine tool), a microcomputer numerical control cabinet, a cooler, and a computer (hardware and software).The main machine part of the machine tool: the machine part of the laser cutting machine, the mechanical part that realizes the movement of the X, Y, and Z axes, including the cutting work platform. It is used to place the workpiece to be cut and can move it correctly and accurately according to the control program, usually driven by a servo motor.

Laser generator: a device that generates a laser light source. For the purpose of laser cutting, except for a few occasions using YAG solid-state lasers, most of them use CO2 gas lasers with higher electrical-optical conversion efficiency and higher output power. Because laser cutting requires high beam quality, not all lasers can be used for cutting. The Gaussian model is suitable for less than 1500W, low-order mode carbon dioxide lasers 1000W-30000W, and multimode above 30000W.
Outer light path: Refractive mirror, used to guide the laser in the required direction. In order to prevent the beam path from malfunctioning, all mirrors must be protected by a protective cover, and a clean positive pressure protective gas is passed to protect the lens from contamination. A set of lenses with good performance will focus a beam with no divergence angle into an infinitely small spot. Generally, a lens with a focal length of 5.0 inches is used. The 7.5 inch lens is only used for >12mm thick materials.
Numerical control system: control the machine tool to realize the movement of the X, Y, Z axis, and also control the output power of the laser.
Stabilized power supply: connected between the laser, CNC machine tool, and the power supply system. Mainly play a role in preventing external grid interference.
Cutting head: mainly includes a cavity, focusing lens holder, focusing lens, capacitive sensor, auxiliary gas nozzle, and other parts. The cutting head drive device is used to drive the cutting head to move along the Z-axis according to the program and is composed of a servo motor and a screw or gear.

Operating table: used to control the working process of the entire cutting device.
Water chiller: used to cool the laser generator. A laser is a device that converts electrical energy into light energy. For example, the conversion rate of a CO2 gas laser is generally 20%, and the remaining energy is converted into heat. The cooling water takes away the excess heat to keep the laser generator working normally. The chiller also cools the light path mirror and focusing mirror outside the machine tool to ensure stable beam transmission quality and effectively prevent the lens from being deformed or broken due to excessive temperature.

Gas cylinders: Including the working medium gas cylinders and auxiliary gas cylinders of the laser cutting machine, which are used to supplement the industrial gas for laser oscillation and supply auxiliary gas for the cutting head.
Air compressor, air storage tank: provide and store compressed air.

Air cooling dryer, filter: used to supply clean and dry air to the laser generator and beam path to keep the path and reflector working normally.
Ventilation dust collector: extract the smoke and dust produced during processing, and carry out filtering treatment, so that the exhaust gas discharge meets the environmental protection standards.
Slag discharge machine: remove the leftover material and waste generated during processing.
Laser cutting machine type
According to the appearance structure, function and power of the laser cutting machine, HARSLE divides the laser cutting machine into 6 categories.
Лазерный резак открытого типа

Лазерный резак с обменным столом

Станок для лазерной резки труб и пластин

Станок для лазерной резки труб

High Power Laser Cutting machine

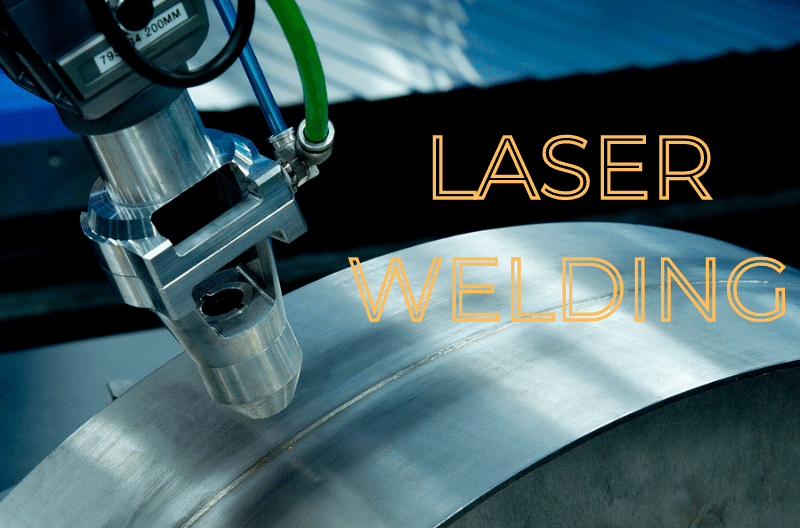
Лазерная сварочная машина

Принцип лазера
The high brightness of the laser: the brightness of the solid laser can be as high as 1011W/cm2Sr. Not only that, after the high-brightness laser beam is focused by the lens, but it can also generate thousands of degrees or even tens of thousands of degrees near the focal point, which makes it possible to process almost all materials.
The high directivity of the laser: The high directivity of the laser enables it to effectively transmit a long distance while ensuring a very high power density for focusing. These two points are important conditions for laser processing.
The high monochromaticity of the laser: Because of the extremely high monochromaticity of the laser, it is ensured that the beam can be accurately focused on the focal point and a high power density can be obtained.
High coherence of laser: Coherence mainly describes the phase relationship of each part of the light wave. It is the unique characteristics of lasers as described above that has been widely used in industrial processing.
The laser has been widely used in laser welding, laser cutting, laser drilling (including oblique holes, different holes, plaster drilling, tipping paper drilling, steel plate drilling, packaging printing drilling, etc.), laser quenching, laser heat treatment, laser Marking, glass engraving, laser trimming, laser lithography, laser film making, laser film processing, laser packaging, laser repair circuit, laser wiring technology, laser cleaning, etc.
After more than 30 years of development, laser is everywhere. It has been used in all aspects of life and scientific research: laser acupuncture, laser cutting, laser cutting, laser welding, laser quenching, laser disc, laser rangefinder, laser gyroscope, laser Plumbometers, laser scalpels, laser bombs, laser radars, laser guns, laser cannons… In the near future, lasers will certainly have more extensive applications.
Laser transmitter is a directed energy weapon that uses a directional laser beam to directly damage or disable a target. According to different combat purposes, laser weapons can be divided into two categories: tactical laser weapons and strategic laser weapons. The weapon system is mainly composed of lasers and tracking, aiming, and launching devices. The commonly used lasers include chemical lasers, solid-state lasers, and CO2 lasers. Laser weapons have the advantages of fast attack speed, flexible steering, accurate strikes, and immunity to electromagnetic interference, but they also have weaknesses such as being vulnerable to weather and environmental influences. Laser weapons have a development history of more than 30 years, and breakthroughs have been made in key technologies. The United States, Russia, France, Israel and other countries have successfully conducted various laser targeting tests. Sensors, as well as attacking human eyes and some enhanced observation equipment; high-energy laser weapons mainly use chemical lasers. According to the current level, they are expected to be deployed and used on ground and air platforms in the next 5-10 years for tactical air defense and theater countermeasures. Missile and anti-satellite operations, etc.
To meet the needs of military applications, the following 5 laser technologies have been mainly developed:
- Laser ranging technology. It is the first laser technology to be practically applied in the military. At the end of the 1960s, laser rangefinders began to be equipped with troops, and many types have been developed and produced. Most of them use yttrium aluminum garnet lasers with a range accuracy of about ±5 meters. Because it can quickly and accurately measure the target distance, it is widely used in reconnaissance measurement and weapon fire control systems.
- Laser guidance technology. Laser-guided weapons have high precision, relatively simple structure, and are not susceptible to electromagnetic interference. They occupy an important position in precision-guided weapons. In the early 1970s, the laser-guided aerial bomb developed by the United States was first used in the Vietnam battlefield. Since the 1980s, the production and equipment of laser-guided missiles and laser-guided projectiles have also increased day by day.
- Laser communication technology. The laser communication capacity is large, the confidentiality is good, and the anti-electromagnetic interference ability is strong. Optical fiber communication has become the focus of the development of communication systems. Airborne and space borne laser communication systems and submarine laser communication systems are also under research and development.
- Strong laser technology. Tactical laser weapons made of high-power lasers can blind human eyes and make photodetectors ineffective. The use of high-energy laser beams may destroy military targets such as aircraft, missiles, and satellites. Tactical laser weapons used for blindness and air defense are approaching the practical stage. Strategic laser weapons for anti-satellite and anti-intercontinental ballistic missiles are still in the exploratory stage.
- Laser simulation training technology. Use laser simulation equipment for military training and combat exercises, without consuming ammunition, training safety, and realistic effects. A variety of laser simulation training systems have been developed and produced, which are widely used in shooting training and combat exercises of various weapons. In addition, important progress has been made in the research of laser nuclear fusion, the separation of laser isotopes has entered the trial production stage, and the laser fuze and laser gyroscope have been put into practical use.
Laser device
In the laser cutting machine, there is a variety of marking working principles, and the same is true for the laser tube. Everyone clearly knows the importance of laser tubes in laser equipment. Now let’s judge the most common type of laser tube, the CO2 laser tube! The composition of the laser tube is made of hard glass, so it is a fragile and fragile substance. If you want to understand the CO2 laser tube, you must first understand the structure of the laser tube. As this kind of carbon dioxide laser, all adopt a layered sleeve structure, and the innermost layer is a discharge tube.
However, the diameter of the carbon dioxide laser discharge tube is larger than that of the laser tube itself. The thickness of the discharge tube is proportional to the diffraction reaction caused by the size of the spot. The length of the tube and the output power of the discharge tube also form a relationship. In the same way, this can also help customers analyze whether they want a power-saving or a fine one, because when choosing a laser tube, you can properly look at the thickness and length of the discharge tube in the laser tube. Can easily understand the quality of the laser tube.
Since the laser tube generates a lot of heat during the operation of the laser cutting machine, which affects the normal operation of the cutting machine, a special water chiller is required to cool the laser tube to ensure that the laser cutting machine works normally at a constant temperature. The 200W laser should be CW-6200 with a cooling capacity of 5.5KW; the 650W laser should be CW-7800 with a cooling capacity of 23KW.
Development trend
- High-speed, high-precision laser cutting machine Due to the improvement of high-power laser beam mode and the application of 32-bit microcomputer, it creates favorable conditions for the high-speed and high-precision laser cutting equipment.
- Large-scale laser cutting machines for cutting thick plates and large-size workpieces. With the increase in laser power available for laser cutting, laser cutting is developing from sheet metal processing of light industrial thin plates to heavy industrial thick plate cutting.
- Three-dimensional multi-axis CNC laser cutting machine, in order to meet the needs of automotive, aviation and other industries for cutting three-dimensional workpieces, various five-axis or six-axis three-dimensional laser cutting machines have been developed, with the number of CNC axes reaching nine axes, Fast processing speed and high precision. In the automobile production lines of advanced countries, the application of laser cutting robots is increasing. The 3D laser cutting machine is developing in the direction of high efficiency, high precision, multi-function and high adaptability, and its application range will become wider and wider.
- Laser cutting unit automation and unmanned in order to improve productivity and save labor, laser cutting is developing towards laser cutting unit (FMC) and unmanned and automated direction. The development of this unit automation system must rely on the automatic control of cash, network control technology and computer production auxiliary management system technology. There are various laser cutting units available to the market abroad, and an unmanned cutting production line composed of 6 large laser cutting machines as the core is running in the factory.
- Compact and combined integrated CNC laser cutting machine. With the shrinkage and power increase mentioned in the laser, as well as the continuous improvement of auxiliary devices, the laser, power supply, host, control system and cooling water circulation device have appeared. Combine them together to form a complete compact laser cutting machine with a small footprint and complete functions. In addition, laser cutting technology is being combined with laser processing techniques such as laser welding and laser surface hardening to develop one machine with multiple uses and further increase the utilization rate of equipment.
Operation details
When improving the laser cutting machine is working, it is very dangerous if it fails. Novices must be trained by professionals to operate independently. Based on experience, 13 details of the safe work of the laser cutting machine are summarized:
- Observe the general safety operation regulations of cutting machines. Start the laser strictly in accordance with the laser start procedure.
- Operators must be trained, familiar with the structure and performance of the equipment, and master the knowledge of the operating system.
- Надевайте средства защиты труда в соответствии с правилами и должны носить защитные очки, соответствующие правилам, вблизи лазерного луча.
- Do not process a material before it is clear whether it can be irradiated or heated by laser to avoid the potential hazards of smoke and steam.
- When the equipment is started, the operator shall not leave the post or be taken care of without authorization. If it is necessary to leave, the operator should stop the machine or cut off the power switch.
- Keep the fire extinguisher within easy reach; turn off the laser or shutter when not working; do not place paper, cloth or other flammable materials near the unprotected laser beam.
- When an abnormality is found during processing, the machine should be shut down immediately, and the fault should be eliminated or reported to the supervisor.
- Keep the laser, the bed and the surrounding area clean, orderly, and free of oil pollution, and stack the workpieces, plates, and waste materials as required.
- When using gas cylinders, avoid crushing the welding wires to avoid leakage accidents. The use and transportation of gas cylinders shall comply with gas cylinder supervision regulations. It is forbidden to explode gas cylinders in the sun or close to heat sources. When opening the bottle valve, the operator must stand on the side of the bottle mouth.
- Observe high-voltage safety regulations when repairing. Every 40 hours of operation or weekly maintenance, every 1,000 hours of operation or every six months of maintenance shall be carried out in accordance with regulations and procedures.
- After turning on the machine, manually start the machine in the X and Y directions at low speed, and check whether there is any abnormality.
- After inputting the new part program, test run it first and check its operation.
- When working, pay attention to observe the operation of the machine tool to avoid accidents caused by the cutting machine going out of the effective stroke range or two collisions.
The polarization properties of the laser beam. Laser, like any other electromagnetic wave transmission, also has two mutually perpendicular electric and magnetic vectors, and both are orthogonal to the laser transmission direction. It is generally believed that the direction of the electric vector is the polarization direction of the beam. The polarization properties of the beam affect the absorption of the beam energy by the material. Cutting parallel to the polarization direction of the beam will result in a narrow cut with smooth and straight edges. If there is an angle between the cutting direction and the polarization plane, the energy absorption will decrease and the cutting speed will slow down. The cut will widen and the edges will be rough and not at right angles to the material surface. Once the cutting direction is perpendicular to the polarization direction, the edge will not be rough, but the cutting speed will be slower and the mouth will be wider? The cutting quality will be significantly reduced.
Although this is required in principle, it is difficult to keep the cutting direction parallel to the polarization direction during multi-axis motion. To overcome this instability, a phase delayer is provided. Studies have shown that circularly polarized light is best for cutting metals. Most lasers produce polarized light at 45 degrees from the vertical. The phase retarder converts this linearly polarized light into circularly polarized light. This method is effective for cutting metal? But it does not work for other materials such as plastic and wood.
Selection of auxiliary gas and air pressure setting. The typical pressure value when cutting sheet materials at high speed is 150-300kpa? Cutting 12-thick iron plates usually only requires 40-60kpa.
Cutting speed. When the speed is too slow, the plume-shaped Martian particle beam flows directly downward. When the speed is too fast, the plume-shaped Martian particle beam forms an acute angle with the vertical and is unstable. The appropriate speed is when the plume-shaped Martian particle beam forms an obtuse angle with the vertical.
Set the air pressure. The auxiliary gas pressure is controlled by a CNC machine. The correct way is to select automatic mode when calibrating the air pressure controller. Activate the program. After activating the program, press the cycle button and follow the prompts on the screen. The program will automatically calibrate the air pressure system.
Five tips for using fiber laser cutting machine
- The dual-focus laser cutting head is a vulnerable item on the laser cutting machine. Long-term use will cause damage to the laser cutting head.
- Check the straightness of the fiber laser cutting machine track and the verticality of the machine every six months, and if it is found to be abnormal, it will be maintained and debugged in time. If this is not done, the cutting effect may not be so good, the error will increase, and the cutting quality will be affected. This is the top priority and must be done.
- Use a vacuum cleaner to remove dust and dirt from the machine once a week. All electrical cabinets should be closed and dust-proof.
- Frequently check the steel belt of the fiber laser cutting machine to ensure that it is tight. Otherwise, if something goes wrong during the operation, people may be injured, or even death may be serious. The steel belt looks like a small thing, but the problem is still a bit serious.
- The guide rails of the fiber laser cutting machine should be cleaned frequently to remove dust and other debris to ensure that the equipment is normal. The rack should be wiped frequently and lubricated to ensure lubrication without debris. The guide rails should be cleaned and lubricated frequently, and the motor should also be cleaned and lubricated frequently. The machine can move better and cut more accurately, and the quality of the cut products will be improved. .
Advantages of fiber laser cutting machine
- High precision: suitable for cutting precision parts and fine cutting of various craftsmanship and paintings.
- Fast speed: more than 100 times that of wire cutting.
- The heat affected zone is small and not easy to deform. The cutting seam is smooth and beautiful, without subsequent processing.
- High cost performance: The price is only 1/3 of the same performance CO2 laser cutting machine, and 2/5 of the same performance CNC punch.
- The use cost is very low: only 1/8~1/10 of similar CO2 laser cutting machine, the hourly cost is only about 18 yuan, and the hourly cost of CO2 laser cutting machine is about 150-180 yuan.
- The follow-up maintenance cost is very low: only 1/10~1/15 of the same type of CO2 laser cutting machine, and 1/3~1/4 of the equivalent CNC punching machine.
- Stable performance to ensure continuous production. The solid-state YAG laser is one of the most stable and mature products in the laser field.
Compared with CNC punching machine, Improving Laser Cutting Machine has the following advantages:
- It can complete the processing of various complex structures, as long as any image can be drawn on the computer, the machine can complete the processing.
- There is no need to open the mold, just make the drawing on the computer, and the product can be released immediately, which can quickly develop new products and save costs.
- The cutting machine has an automatic tracking system, so it can complete plane cutting as well as cutting of various uneven surfaces.
- The complex process requires that the CNC punching machine is difficult to complete, and laser cutting can do it.
- The surface is very smooth and the product grade is very high, which is difficult for CNC punching machines.
- The molded box (within 0.5 meters in thickness) needs to be processed with holes and grooves, which cannot be processed by CNC punching machine, but CNC metal laser cutting machine can solve it.
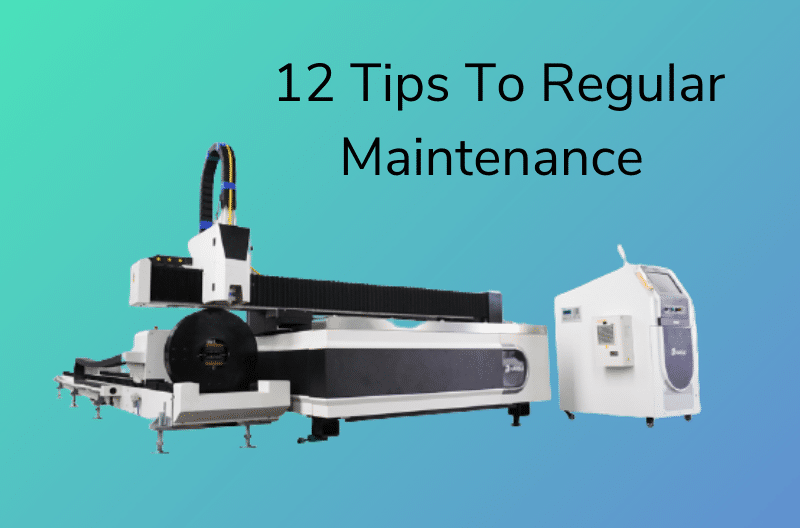
Machine maintenance
The price of improving laser cutting machinee is not low, ranging from USD30,000 to USD200,000. Therefore, as long as possible to extend the service life of the laser cutting machine in order to better save production costs and win greater benefits. This shows that the daily maintenance and maintenance of the laser cutting machine is very important. The following mainly explains from six aspects:
- Replacement of circulating water and cleaning of water tank: Make sure that the laser tube is filled with circulating water before the machine works. The quality and temperature of the circulating water directly affect the service life of the laser tube. Therefore, it is necessary to regularly replace the circulating water and clean the water tank. This is best done once a week.
- Fan cleaning: long-term use of the fan in the machine will accumulate a lot of solid dust in the fan, causing the fan to produce a lot of noise, and it is not conducive to exhaust and deodorization. When the fan suction is insufficient and the smoke is not smoothly discharged, the fan must be cleaned.
- Cleaning of the lens: There will be some reflectors and focusing lenses on the machine. The laser light is emitted from the laser head after being reflected and focused by these lenses. The lens is easy to be stained with dust or other contaminants, causing laser loss or lens damage. So clean the lenses every day. At the same time of cleaning, pay attention to: 1. The lens should be wiped gently, and the surface coating should not be damaged; 2. The wiping process should be handled gently to prevent falling; 3. When installing the focusing lens, be sure to keep the concave surface down.
- Guide rail cleaning: guide rails and linear shafts are one of the core components of the equipment, and their function is to play a guiding and supporting role. In order to ensure the high processing accuracy of the machine, the guide rails and straight lines are required to have high guiding accuracy and good motion stability. During the operation of the equipment, due to the large amount of corrosive dust and smoke generated during the processing of the processed parts, these smoke and dust will be deposited on the surface of the guide rail and linear shaft for a long time, which has a great impact on the processing accuracy of the equipment, and will Corrosion points are formed on the surface of the linear axis of the guide rail, which shortens the service life of the equipment. So clean the machine guide every half a month. Turn off the machine before cleaning.
- Fastening of screws and couplings: After the motion system has been working for a period of time, the screws and couplings at the motion connection will become loose, which will affect the stability of the mechanical motion. Therefore, observe the transmission components during the operation of the machine. There is no abnormal noise or abnormal phenomenon, and the problem should be confirmed and maintained in time. At the same time, the machine should use tools to tighten the screws one by one after a period of time. The first firming should be about one month after the equipment is used.
- Inspection of the optical path: The optical path system of the machine is completed by the reflection of the mirror and the focusing of the focusing mirror. There is no offset problem of the focusing mirror in the optical path, but the three mirrors are fixed by the mechanical part and offset There is a high possibility that, although there will be no deviation under normal circumstances, it is recommended that the user check whether the optical path is normal before each work.
Every week, you must check the X-axis guideway and lead screw, Y-axis guideway and lead screw, Z-axis guideway and lead screw lubricating oil filling, to maintain the lubrication of all moving parts, and extend the X, Y, Z axis guide and lead screw. Service life. b. According to the environment of the workshop, check the contamination of the reflector and focusing lens from time to time (at least once within a month), and clean the optical lenses in time to ensure their service life (see the maintenance of optical lenses for details)
Regularly clean up the debris passing the ventilation vent to ensure the ventilation effect.
Check the filter in the air circuit regularly to remove the water and debris in the filter in time.
Regularly check whether the travel switch bracket and the striker bracket screws are loose.
Clean the dust on the ventilation fan filter of the electric control cabinet in time to ensure good ventilation to facilitate the heat dissipation of internal electrical components.
The bed is cleaned of debris in the protective skin cavity of the guide rail in time to avoid damage to the guide rail, thereby prolonging the service life of the guide rail.
After the machine is installed and used for a period of time, the level of the machine should be re-adjusted to ensure the cutting accuracy of the machine
Lens cleaning
During the replacement process, the placement, inspection, and installation of optical lenses must be done to prevent damage and contamination of the lenses. After a new lens is installed, it should be cleaned regularly.
When the laser cuts the material, the working surface will release a large amount of gas and splashes, which will cause damage to the lens. When contaminants fall on the surface of the lens, it will absorb energy from the laser beam, causing a thermal lens effect. If the lens has not yet formed thermal stress, the operator can remove it and clean it.
During the installation and cleaning of the lens, any sticky matter, or even oil droplets printed on the nails, will increase the absorption rate of the lens and reduce the service life. Therefore, the following precautions must be taken:
- Never install the lens with bare fingers. Wear finger cots or rubber gloves.
- Do not use sharp instruments to avoid scratches on the lens surface.
- Do not touch the film when taking the lens, but hold the edge of the lens.
- The lens should be placed in a dry and tidy place for testing and cleaning. A good workbench should have several layers of cleaning paper towels and several sheets of lens cleaning tissue on the surface.
- The user should avoid talking above the lens and keep food, beverages, and other potential pollutants away from the work environment.
In the process of cleaning the lens, a method with relatively low risk should be adopted. The following steps are set up for this purpose, and users should use them. First use a blowing balloon to blow off the float on the surface of the original, especially the lens with tiny particles and floc on the surface. This step is necessary. But do not use compressed air on the production line, because these air will contain oil mist and water droplets, which will deepen the pollution of the lens. In the second step, analytical pure acetone is used to clean the lens slightly. This grade of acetone is almost anhydrous, which reduces the possibility of lens contamination.
The cotton ball must be dipped in acetone and the lens must be cleaned under light and moved in a circular motion. Once the cotton swab is dirty, it must be replaced. The cleaning should be done at one time to avoid the formation of crevices. If the lens has two coated surfaces, such as a lens, each surface needs to be cleaned in this way. The first side needs to be placed on a layer of clean lens paper for protection.
If acetone cannot remove all the dirt, use acid vinegar to clean it next. Acid vinegar cleaning uses the dissolution of dirt to remove dirt, but it will not cause damage to the optical lens. This acid vinegar can be an experimental grade (diluted to 50% strength), or white vinegar containing 6% acetic acid for household use. The cleaning procedure is the same as that of acetone and then use acetone to remove the acid vinegar and dry the lens. At this time, the cotton balls should be changed frequently to completely absorb the acid and hydrate. Until it is cleaned.
Improving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting Machine
When contaminants and lens damage cannot be removed by cleaning, especially the film burned due to metal splash and dirt, the only way to restore good performance is to replace the lens.