Blog
Thêm kiến thức để cải tiến máy cắt laser


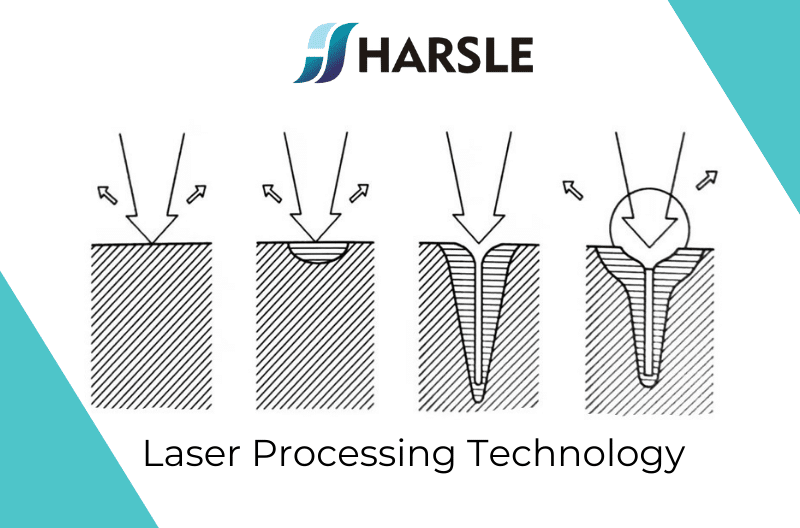
Cắt laser là năng lượng được giải phóng khi chiếu chùm tia laser vào bề mặt của phôi để làm nóng chảy và bay hơi phôi để đạt được mục đích cắt và khắc. Nó có độ chính xác cao, cắt nhanh, không giới hạn mẫu cắt, bố trí tự động giúp tiết kiệm vật liệu và đường cắt mịn, chi phí gia công thấp và các đặc điểm khác sẽ dần cải thiện hoặc thay thế các thiết bị quy trình cắt truyền thống.
Việc sử dụng thiết bị cắt laser có thể cắt inox dưới 16mm, có thể cho oxy vào tia laser để cắt inox có độ dày từ 8-10mm, tuy nhiên sau khi cắt oxy sẽ hình thành một lớp màng oxit mỏng trên bề mặt cắt. . Chiều dày tối đa của phần cắt có thể được tăng lên 16mm, nhưng sai số về kích thước của phần cắt lớn hơn.
Giá thiết bị cắt laser khá đắt, ít nhất là 30.000 USD, do nó giảm được chi phí gia công sau đó nên việc sử dụng thiết bị này trong sản xuất hàng loạt là hoàn toàn khả thi. Vì không có chi phí gia công dụng cụ, thiết bị cắt laser cũng thích hợp để sản xuất hàng loạt bộ phận nhỏ với nhiều kích cỡ khác nhau mà trước đây không thể gia công được. Thiết bị cắt laser thường sử dụng thiết bị công nghệ điều khiển kỹ thuật số máy tính (CNC). Sau khi sử dụng thiết bị này, bạn có thể sử dụng đường dây điện thoại để nhận dữ liệu cắt từ máy tính hỗ trợ thiết kế (CAD).
Cấu trúc của máy cắt laser
Hệ thống máy cắt laser thường bao gồm máy phát laser, bộ phận truyền chùm tia (bên ngoài), bàn làm việc (máy công cụ), tủ điều khiển số vi máy tính, bộ làm mát và máy tính (phần cứng và phần mềm). máy công cụ: bộ phận máy của máy cắt laser, bộ phận cơ khí nhận biết chuyển động của các trục X, Y và Z, bao gồm cả bệ cắt. Nó được sử dụng để đặt phôi cần cắt và có thể di chuyển nó một cách chính xác và chính xác theo chương trình điều khiển, thường được dẫn động bởi động cơ servo.

Máy phát laser: thiết bị tạo ra nguồn sáng laser. Đối với mục đích cắt laser, ngoại trừ một số trường hợp sử dụng laser trạng thái rắn YAG, hầu hết chúng sử dụng laser khí CO2 với hiệu suất chuyển đổi điện-quang cao hơn và công suất đầu ra cao hơn. Bởi vì cắt laser đòi hỏi chất lượng chùm tia cao, không phải tất cả các loại laser đều có thể được sử dụng để cắt. Mô hình Gaussian phù hợp với laser carbon dioxide dưới 1500W, chế độ bậc thấp 1000W-30000W và đa chế độ trên 30000W.
Đường dẫn ánh sáng bên ngoài: Gương khúc xạ, dùng để dẫn tia laser theo hướng cần thiết. Để ngăn chặn đường dẫn của chùm tia bị trục trặc, tất cả các gương phải được bảo vệ bằng một nắp bảo vệ và một khí bảo vệ áp suất dương sạch được đi qua để bảo vệ ống kính khỏi bị nhiễm bẩn. Một bộ thấu kính có hiệu suất tốt sẽ hội tụ chùm tia không có góc phân kì thành một điểm nhỏ vô hạn. Thông thường, ống kính có tiêu cự 5,0 inch được sử dụng. Ống kính 7,5 inch chỉ được sử dụng cho vật liệu dày> 12mm.
Hệ thống điều khiển số: điều khiển máy công cụ để nhận ra chuyển động của trục X, Y, Z và cũng kiểm soát công suất đầu ra của tia laser.
Nguồn điện ổn định: được kết nối giữa laser, máy công cụ CNC và hệ thống cung cấp điện. Chủ yếu đóng vai trò chống nhiễu điện lưới bên ngoài.
Đầu cắt: chủ yếu bao gồm khoang chứa, ngăn chứa thấu kính hội tụ, thấu kính hội tụ, cảm biến điện dung, vòi phun khí phụ, và các bộ phận khác. Thiết bị truyền động đầu cắt dùng để dẫn động đầu cắt chuyển động dọc theo trục Z theo chương trình và được cấu tạo bởi động cơ servo và trục vít hoặc bánh răng.

Bàn thao tác: dùng để điều khiển quá trình làm việc của toàn bộ thiết bị cắt.
Máy làm lạnh nước: dùng để làm mát máy phát tia laser. Laser là một thiết bị chuyển đổi năng lượng điện thành năng lượng ánh sáng. Ví dụ, tỷ lệ chuyển đổi của laser khí CO2 nói chung là 20%, và năng lượng còn lại được chuyển thành nhiệt. Nước làm mát sẽ lấy đi lượng nhiệt dư thừa để giữ cho máy phát tia laser hoạt động bình thường. Máy làm lạnh cũng làm mát gương đường dẫn ánh sáng và gương hội tụ bên ngoài máy công cụ để đảm bảo chất lượng truyền chùm tia ổn định và ngăn ngừa hiệu quả thấu kính bị biến dạng hoặc vỡ do nhiệt độ quá cao.

Bình gas: Bao gồm bình gas môi chất làm việc và bình gas phụ của máy cắt laser dùng để bổ sung khí công nghiệp cho dao động laser và cung cấp khí phụ cho đầu cắt.
Máy nén khí, bình chứa khí: cung cấp và tích trữ khí nén.

Máy sấy làm mát không khí, bộ lọc: dùng để cung cấp không khí sạch và khô cho bộ tạo tia laser và đường dẫn tia để giữ cho đường dẫn và gương phản xạ hoạt động bình thường.
Hút bụi thông gió: hút khói, bụi sinh ra trong quá trình chế biến và tiến hành lọc xử lý để khí thải ra ngoài đạt tiêu chuẩn bảo vệ môi trường.
Máy xả xỉ: loại bỏ các vật liệu còn sót lại và chất thải phát sinh trong quá trình chế biến.
Loại máy cắt laser
Theo cấu tạo bề ngoài, chức năng và công suất của máy cắt laser, HARSLE chia máy cắt laser thành 6 loại.
Máy cắt laser loại mở

Máy cắt laser với bàn trao đổi

Máy cắt laser dạng ống và tấm

Máy cắt laser ống

Máy cắt Laser công suất cao

Máy hàn laser

Nguyên lý laser
Độ sáng cao của laser: độ sáng của laser rắn có thể cao tới 1011W / cm2Sr. Không chỉ vậy, sau khi thấu kính hội tụ chùm tia laze có độ sáng cao còn có thể phát ra hàng nghìn độ thậm chí hàng chục nghìn độ ở gần tiêu điểm nên có thể gia công hầu hết mọi vật liệu.
Khả năng định hướng cao của tia laser: Tính định hướng cao của tia laser cho phép nó truyền một khoảng cách xa hiệu quả trong khi vẫn đảm bảo mật độ công suất rất cao để lấy nét. Hai điểm này là điều kiện quan trọng để xử lý laser.
Tính đơn sắc cao của laser: Do tính đơn sắc cực cao của laser, nên đảm bảo rằng chùm tia có thể được hội tụ chính xác vào tiêu điểm và có thể thu được mật độ công suất cao.
Tính liên kết cao của laser: Tính liên kết chủ yếu mô tả mối quan hệ pha của từng phần của sóng ánh sáng. Chính những đặc điểm riêng biệt của laser như đã trình bày ở trên đã được sử dụng rộng rãi trong chế biến công nghiệp.
Laser đã được sử dụng rộng rãi trong hàn laser, cắt laser, khoan laser (bao gồm các lỗ xiên, lỗ khác nhau, khoan thạch cao, khoan giấy nghiêng, khoan thép tấm, khoan in bao bì, v.v.), dập tắt bằng laser, xử lý nhiệt bằng laser, laser Khắc dấu, khắc thủy tinh, cắt laser, in thạch bản bằng laser, làm phim bằng laser, xử lý phim bằng laser, đóng gói bằng laser, mạch sửa chữa bằng laser, công nghệ đi dây laser, làm sạch bằng laser, v.v.
Sau hơn 30 năm phát triển, tia laser có mặt ở khắp mọi nơi. Nó đã được sử dụng trong tất cả các khía cạnh của cuộc sống và nghiên cứu khoa học: châm cứu laser, cắt laser, cắt laser, hàn laser, dập tắt laser, đĩa laser, máy đo khoảng cách laser, con quay hồi chuyển laser, Máy đo laser, dao mổ laser, bom laser, radar laser, laser súng, đại bác laze… Trong tương lai gần, tia laze chắc chắn sẽ có nhiều ứng dụng sâu rộng hơn.
Máy phát laser là vũ khí năng lượng định hướng sử dụng chùm tia laser định hướng để trực tiếp gây sát thương hoặc vô hiệu hóa mục tiêu. Theo các mục đích chiến đấu khác nhau, vũ khí laser có thể được chia thành hai loại: vũ khí laser chiến thuật và vũ khí laser chiến lược. Hệ thống vũ khí chủ yếu bao gồm tia laser và các thiết bị theo dõi, ngắm bắn và phóng. Các loại laser thường được sử dụng bao gồm laser hóa học, laser thể rắn và laser CO2. Vũ khí laser có ưu điểm là tốc độ tấn công nhanh, lái linh hoạt, ra đòn chính xác, khả năng chống nhiễu điện từ nhưng cũng có điểm yếu là dễ bị ảnh hưởng bởi thời tiết và môi trường. Vũ khí laser có lịch sử phát triển hơn 30 năm, các công nghệ then chốt đã đạt được những bước đột phá. Hoa Kỳ, Nga, Pháp, Israel và các quốc gia khác đã thực hiện thành công các thử nghiệm nhắm mục tiêu bằng laser khác nhau. Cảm biến, cũng như tấn công mắt người và một số thiết bị quan sát nâng cao; vũ khí laser năng lượng cao chủ yếu sử dụng laser hóa học. Theo cấp độ hiện tại, chúng dự kiến sẽ được triển khai và sử dụng trên các nền tảng mặt đất và trên không trong vòng 5-10 năm tới cho các biện pháp phòng không chiến thuật và các biện pháp đối phó sân khấu. Các hoạt động tên lửa và chống vệ tinh, v.v.
Để đáp ứng nhu cầu của các ứng dụng quân sự, 5 công nghệ laser sau chủ yếu được phát triển:
- Công nghệ khác nhau bằng tia laser. Đây là công nghệ laser đầu tiên được ứng dụng thực tế trong quân đội. Cuối những năm 1960, máy đo xa laser bắt đầu được trang bị cho quân đội, nhiều loại đã được phát triển và sản xuất. Hầu hết trong số họ sử dụng laser garnet nhôm yttrium với độ chính xác phạm vi khoảng ± 5 mét. Bởi vì nó có thể đo khoảng cách mục tiêu một cách nhanh chóng và chính xác, nó được sử dụng rộng rãi trong các hệ thống đo lường trinh sát và điều khiển hỏa lực vũ khí.
- Công nghệ dẫn đường bằng laser. Vũ khí dẫn đường bằng laser có độ chính xác cao, cấu tạo tương đối đơn giản và không dễ bị nhiễu điện từ. Chúng chiếm một vị trí quan trọng trong các loại vũ khí dẫn đường chính xác. Đầu những năm 1970, bom dẫn đường bằng laser do Mỹ phát triển lần đầu tiên được sử dụng tại chiến trường Việt Nam. Kể từ những năm 1980, việc sản xuất và trang bị tên lửa dẫn đường bằng laser và đạn dẫn đường bằng laser cũng đã tăng lên từng ngày.
- Công nghệ thông tin liên lạc bằng laser. Khả năng liên lạc của tia laser lớn, tính bảo mật tốt, khả năng chống nhiễu điện từ mạnh. Thông tin liên lạc bằng cáp quang đã trở thành tâm điểm của sự phát triển của hệ thống thông tin liên lạc. Các hệ thống thông tin liên lạc laser trên không và trong không gian và hệ thống liên lạc laser từ tàu ngầm cũng đang được nghiên cứu và phát triển.
- Công nghệ laser mạnh mẽ. Vũ khí laser chiến thuật được làm bằng tia laser công suất cao có thể làm mù mắt người và làm cho các bộ tách sóng quang không hiệu quả. Việc sử dụng chùm tia laser năng lượng cao có thể phá hủy các mục tiêu quân sự như máy bay, tên lửa và vệ tinh. Các loại vũ khí laser chiến thuật dùng để đánh mù và phòng không đang tiến đến giai đoạn thực tiễn. Vũ khí laser chiến lược dùng cho tên lửa đạn đạo chống vệ tinh và chống liên lục địa vẫn đang trong giai đoạn thăm dò.
- Công nghệ đào tạo mô phỏng laser. Sử dụng thiết bị mô phỏng laser để huấn luyện quân sự và các bài tập chiến đấu, không tốn đạn dược, an toàn huấn luyện và hiệu ứng chân thực. Nhiều hệ thống huấn luyện mô phỏng laser đã được phát triển và sản xuất, được sử dụng rộng rãi trong huấn luyện bắn súng và các bài tập chiến đấu với nhiều loại vũ khí khác nhau. Ngoài ra, việc nghiên cứu phản ứng tổng hợp hạt nhân bằng laser đã đạt được những tiến bộ quan trọng, việc tách các đồng vị bằng laser đã bước vào giai đoạn sản xuất thử nghiệm, máy phát tia laser và con quay hồi chuyển laser đã được đưa vào sử dụng thực tế.
Thiết bị laze
Trong máy cắt laser, có nhiều nguyên lý làm việc khác nhau, và đối với ống laser cũng vậy. Mọi người đều biết rõ ràng tầm quan trọng của ống laser trong thiết bị laser. Bây giờ chúng ta hãy đánh giá loại ống laser phổ biến nhất, ống laser CO2! Thành phần của ống laser được làm từ thủy tinh cứng nên nó là một chất dễ vỡ và dễ vỡ. Muốn hiểu rõ về ống laser CO2 thì trước hết bạn phải hiểu được cấu tạo của ống laser. Như loại laser carbon dioxide này, tất cả đều sử dụng cấu trúc ống bọc nhiều lớp và lớp trong cùng là ống phóng điện.
Tuy nhiên, đường kính của ống phóng laser carbon dioxide lớn hơn đường kính của chính ống laser. Chiều dày của ống phóng điện tỷ lệ với phản ứng nhiễu xạ gây ra bởi kích thước của vết. Chiều dài của ống và công suất đầu ra của ống phóng điện cũng tạo thành một mối quan hệ. Đồng thời, điều này cũng có thể giúp khách hàng phân tích xem họ muốn tiết kiệm điện hay tiết kiệm điện, bởi vì khi chọn ống laser, bạn có thể xem đúng độ dày và chiều dài của ống phóng điện trong ống laser. Có thể hiểu đơn giản về chất lượng của ống laser.
Do ống laser tạo ra rất nhiều nhiệt trong quá trình hoạt động của máy cắt laser, ảnh hưởng đến hoạt động bình thường của máy cắt, nên cần phải có một máy làm lạnh nước đặc biệt để làm mát ống laser để đảm bảo máy cắt laser hoạt động bình thường. nhiệt độ không đổi. Laser 200W nên là CW-6200 với công suất làm mát là 5,5KW; laser 650W nên là CW-7800 với công suất làm mát là 23KW.
Xu hướng phát triển
- Máy cắt laser tốc độ cao, độ chính xác cao Do cải tiến chế độ chùm tia laser công suất cao và ứng dụng máy vi tính 32-bit, nó tạo điều kiện thuận lợi cho thiết bị cắt laser tốc độ cao và độ chính xác cao.
- Quy mô lớn máy cắt laser để cắt các tấm dày và các phôi có kích thước lớn. Với sự gia tăng công suất laser có sẵn để cắt laser, cắt laser đang phát triển từ quá trình gia công kim loại tấm của tấm mỏng công nghiệp nhẹ sang cắt tấm dày công nghiệp nặng.
- Máy cắt laser CNC đa trục ba chiều, để đáp ứng nhu cầu cắt phôi ba chiều của ô tô, hàng không và các ngành công nghiệp khác, các máy cắt laser ba chiều năm trục hoặc sáu trục khác nhau đã được phát triển, với Số lượng trục CNC đạt chín trục, Tốc độ xử lý nhanh và độ chính xác cao. Trong các dây chuyền sản xuất ô tô của các nước tiên tiến, việc ứng dụng robot cắt laser ngày càng nhiều. Máy cắt laser 3D đang phát triển theo hướng hiệu quả cao, độ chính xác cao, đa chức năng và khả năng thích ứng cao, phạm vi ứng dụng của nó sẽ ngày càng rộng hơn.
- Tự động hóa đơn vị cắt laser và không người lái để nâng cao năng suất và tiết kiệm lao động, cắt laser đang phát triển theo hướng đơn vị cắt laser (FMC) và hướng không người lái và tự động. Sự phát triển của hệ thống tự động hóa đơn vị này phải dựa vào việc điều khiển tự động tiền mặt, công nghệ điều khiển mạng và công nghệ hệ thống quản lý phụ trợ sản xuất bằng máy tính. Có nhiều đơn vị cắt laser khác nhau có sẵn trên thị trường ở nước ngoài, và một dây chuyền sản xuất cắt không người lái bao gồm 6 máy cắt laser lớn làm lõi đang chạy trong nhà máy.
- Máy cắt laser CNC tích hợp nhỏ gọn và kết hợp. Với sự co ngót và tăng công suất được đề cập trong laser, cũng như sự cải tiến liên tục của các thiết bị phụ trợ, laser, nguồn điện, máy chủ, hệ thống điều khiển và thiết bị tuần hoàn nước làm mát đã xuất hiện. Kết hợp chúng lại với nhau để tạo thành một máy cắt laser nhỏ gọn hoàn chỉnh với kích thước nhỏ và đầy đủ các chức năng. Ngoài ra, công nghệ cắt laser đang được kết hợp với các kỹ thuật xử lý laser như hàn laser và làm cứng bề mặt laser để phát triển một loại máy có nhiều mục đích sử dụng và nâng cao hơn nữa tỷ lệ sử dụng của thiết bị.
Chi tiết hoạt động
Khi cải tiến máy cắt laser đang hoạt động nếu hỏng hóc sẽ rất nguy hiểm. Những người mới làm quen phải được đào tạo bởi các chuyên gia để hoạt động độc lập. Dựa trên kinh nghiệm, 13 chi tiết về hoạt động an toàn của máy cắt laser được tóm tắt:
- Tuân thủ các quy định vận hành an toàn chung của máy cắt. Khởi động laser theo đúng quy trình bắt đầu laser.
- Người vận hành phải được đào tạo, quen thuộc với cấu trúc và hiệu suất của thiết bị, đồng thời nắm vững kiến thức về hệ điều hành.
- Trang bị bảo hộ lao động theo quy định, đồng thời phải đeo kính bảo hộ lao động đạt quy định ở gần tia laze.
- Không xử lý vật liệu trước khi xác định rõ liệu vật liệu đó có thể được chiếu xạ hoặc đốt nóng bằng tia laze hay không để tránh các nguy cơ tiềm ẩn về khói và hơi nước.
- Khi thiết bị được khởi động, người vận hành không được rời khỏi cột hoặc không được chăm sóc khi chưa được phép. Nếu cần thiết phải nghỉ, người vận hành nên dừng máy hoặc cắt công tắc nguồn.
- Để bình chữa cháy trong tầm với; tắt laser hoặc màn trập khi không hoạt động; không đặt giấy, vải hoặc các vật liệu dễ cháy khác gần tia laze không được bảo vệ.
- Khi phát hiện thấy bất thường trong quá trình xử lý, cần tắt máy ngay lập tức và loại bỏ lỗi hoặc báo cho người giám sát.
- Giữ cho tia laser, giường và khu vực xung quanh sạch sẽ, trật tự, không bị ô nhiễm dầu, đồng thời xếp phôi, đĩa và vật liệu phế thải theo yêu cầu.
- Khi sử dụng bình gas tránh làm đứt dây hàn để tránh tai nạn rò rỉ. Việc sử dụng và vận chuyển chai chứa khí phải tuân theo các quy định về giám sát hoạt động của chai chứa khí. Không được để nổ bình gas dưới ánh nắng mặt trời hoặc gần các nguồn nhiệt. Khi mở van chai, người điều khiển phải đứng nghiêng về phía miệng chai.
- Tuân thủ các quy định về an toàn điện áp cao khi sửa chữa. Định kỳ 40 giờ vận hành hoặc bảo dưỡng hàng tuần, 1.000 giờ vận hành hoặc sáu tháng bảo dưỡng một lần phải thực hiện theo đúng quy định và quy trình.
- Sau khi bật máy, khởi động máy thủ công theo hướng X và Y ở tốc độ thấp và kiểm tra xem có bất thường nào không.
- Sau khi nhập chương trình phần mới, hãy chạy thử trước và kiểm tra hoạt động của nó.
- Khi làm việc chú ý quan sát hoạt động của máy công cụ để tránh tai nạn do máy cắt đi ra ngoài dải hành trình hiệu dụng hoặc hai lần va chạm.
Tính chất phân cực của chùm tia laze. Laser, giống như bất kỳ quá trình truyền sóng điện từ nào khác, cũng có hai vectơ điện và từ vuông góc với nhau và cả hai đều trực giao với hướng truyền của laser. Người ta thường tin rằng hướng của vectơ điện là hướng phân cực của chùm tia. Tính chất phân cực của chùm tia ảnh hưởng đến sự hấp thụ năng lượng chùm tia của vật liệu. Cắt song song với hướng phân cực của chùm tia sẽ tạo ra một đường cắt hẹp với các cạnh thẳng và mịn. Nếu có một góc giữa hướng cắt và mặt phẳng phân cực thì sự hấp thụ năng lượng sẽ giảm và tốc độ cắt sẽ chậm lại. Vết cắt sẽ rộng ra và các cạnh sẽ thô và không vuông góc với bề mặt vật liệu. Một khi hướng cắt vuông góc với hướng phân cực, cạnh sẽ không bị thô, nhưng tốc độ cắt sẽ chậm hơn và miệng sẽ rộng hơn? Chất lượng cắt sẽ giảm đi đáng kể.
Mặc dù điều này là bắt buộc về nguyên tắc, nhưng rất khó để giữ hướng cắt song song với hướng phân cực trong quá trình chuyển động nhiều trục. Để khắc phục sự không ổn định này, một bộ trễ pha được cung cấp. Các nghiên cứu đã chỉ ra rằng ánh sáng phân cực tròn là tốt nhất để cắt kim loại. Hầu hết các tia laser tạo ra ánh sáng phân cực ở góc 45 độ so với phương thẳng đứng. Bộ làm chậm pha chuyển đổi ánh sáng phân cực tuyến tính này thành ánh sáng phân cực tròn. Phương pháp này có hiệu quả để cắt kim loại? Nhưng nó không hoạt động đối với các vật liệu khác như nhựa và gỗ.
Lựa chọn khí phụ và cài đặt áp suất không khí. Giá trị áp suất đặc trưng khi cắt vật liệu dạng tấm ở tốc độ cao là 150-300kpa? Cắt sắt tấm dày 12 thường chỉ cần 40-60kpa.
Cắt nhanh. Khi tốc độ quá chậm, chùm hạt sao Hỏa có hình chùm lông bay trực tiếp xuống phía dưới. Khi tốc độ quá nhanh, chùm hạt sao Hỏa hình chùm tia tạo thành một góc nhọn với phương thẳng đứng và không ổn định. Tốc độ thích hợp là khi chùm hạt sao Hỏa hình chùm tia tạo thành một góc tù với phương thẳng đứng.
Đặt áp suất không khí. Áp suất khí phụ được điều khiển bằng máy CNC. Cách đúng là chọn chế độ tự động khi hiệu chỉnh bộ điều khiển áp suất không khí. Kích hoạt chương trình. Sau khi kích hoạt chương trình, nhấn nút chu kỳ và làm theo lời nhắc trên màn hình. Chương trình sẽ tự động hiệu chỉnh hệ thống áp suất không khí.
Năm mẹo sử dụng máy cắt laser sợi quang
- Đầu cắt laser tiêu điểm kép là một mục dễ bị tổn thương trên máy cắt laser. Sử dụng lâu ngày sẽ gây hư hỏng đầu cắt laser.
- Kiểm tra độ thẳng của đường ray máy cắt laser fiber và độ thẳng đứng của máy sáu tháng một lần, nếu phát hiện thấy bất thường sẽ được bảo dưỡng và khắc phục lỗi kịp thời. Nếu điều này không được thực hiện, hiệu quả cắt có thể không tốt, sai số sẽ tăng lên và chất lượng cắt sẽ bị ảnh hưởng. Đây là ưu tiên hàng đầu và phải được thực hiện.
- Sử dụng máy hút bụi để hút sạch bụi bẩn trong máy mỗi tuần một lần. Tất cả các tủ điện cần được đóng kín và chống bụi.
- Thường xuyên kiểm tra dây đai thép của máy cắt laser sợi quang để đảm bảo rằng nó được chặt chẽ. Nếu không, nếu xảy ra sự cố trong quá trình vận hành, mọi người có thể bị thương, thậm chí có thể nghiêm trọng tử vong. Thắt lưng thép tưởng chừng như chuyện nhỏ, nhưng vấn đề vẫn có chút nghiêm trọng.
- Các thanh dẫn hướng của máy cắt laser sợi quang nên được làm sạch thường xuyên để loại bỏ bụi và các mảnh vụn khác để đảm bảo rằng thiết bị hoạt động bình thường. Giá đỡ phải được lau thường xuyên và bôi trơn để đảm bảo bôi trơn không có cặn bẩn. Các thanh dẫn hướng nên được làm sạch và bôi trơn thường xuyên, và động cơ cũng nên được làm sạch và bôi trơn thường xuyên. Máy có thể di chuyển tốt hơn và cắt chính xác hơn, và chất lượng của các sản phẩm cắt sẽ được cải thiện. .
Ưu điểm của máy cắt laser sợi quang
- Độ chính xác cao: thích hợp để cắt các bộ phận chính xác và cắt tốt các nghề thủ công và tranh khác nhau.
- Tốc độ nhanh: hơn 100 lần so với cắt dây.
- Vùng ảnh hưởng nhiệt nhỏ và không dễ biến dạng. Đường cắt mịn đẹp, không cần gia công sau này.
- Hiệu suất chi phí cao: Giá chỉ bằng 1/3 máy cắt laser CO2 cùng hiệu suất và 2/5 máy đột CNC cùng hiệu suất.
- Chi phí sử dụng rất thấp: chỉ bằng 1/8 ~ 1/10 so với máy cắt laser CO2 tương tự, chi phí theo giờ chỉ khoảng 18 nhân dân tệ, và chi phí theo giờ của máy cắt laser CO2 là khoảng 150-180 nhân dân tệ.
- Chi phí bảo trì tiếp theo là rất thấp: chỉ bằng 1/10 1/5 của máy cắt laser CO2 cùng loại và 1/3 ~ 1/4 của máy đột CNC tương đương.
- Hiệu suất ổn định để đảm bảo sản xuất liên tục. Laser YAG trạng thái rắn là một trong những sản phẩm ổn định và trưởng thành nhất trong lĩnh vực laser.
So với máy đột CNC, Cải tiến Máy cắt Laser có những ưu điểm sau:
- Nó có thể hoàn thành quá trình xử lý các cấu trúc phức tạp khác nhau, miễn là bất kỳ hình ảnh nào có thể được vẽ trên máy tính, máy có thể hoàn thành quá trình xử lý.
- Không cần mở khuôn, chỉ cần vẽ trên máy tính là có thể xuất xưởng sản phẩm ngay, có thể nhanh chóng phát triển sản phẩm mới, tiết kiệm chi phí.
- Máy cắt có hệ thống theo dõi tự động, vì vậy nó có thể hoàn thành việc cắt mặt phẳng cũng như cắt các bề mặt không bằng phẳng khác nhau.
- Quá trình phức tạp đòi hỏi máy đột CNC rất khó để hoàn thành, và cắt laser có thể làm được.
- Bề mặt rất mịn và độ hoàn thiện của sản phẩm rất cao mà máy đột CNC khó có thể làm được.
- Hộp đúc (độ dày trong 0,5 mét) cần gia công các lỗ và rãnh, điều này máy đột CNC không thể gia công được nhưng máy cắt laser kim loại CNC có thể giải quyết được.
Bảo trì máy móc
Giá của cải tiến máy cắt laser không hề thấp, dao động từ 30.000 USD đến 200.000 USD. Do đó, hãy kéo dài tuổi thọ của máy cắt laser càng lâu càng tốt để tiết kiệm chi phí sản xuất tốt hơn và thu được nhiều lợi ích hơn. Điều này cho thấy việc bảo trì, bảo dưỡng máy cắt laser hàng ngày là rất quan trọng. Những điều sau đây chủ yếu giải thích từ sáu khía cạnh:
- Thay nước tuần hoàn và vệ sinh két nước: Đảm bảo rằng ống laser được đổ đầy nước tuần hoàn trước khi máy hoạt động. Chất lượng và nhiệt độ của nước tuần hoàn ảnh hưởng trực tiếp đến tuổi thọ của ống laser. Vì vậy, cần thường xuyên thay nước tuần hoàn và vệ sinh két nước. Điều này được thực hiện tốt nhất mỗi tuần một lần.
- Vệ sinh quạt: quạt trong máy sử dụng lâu ngày sẽ tích tụ nhiều bụi rắn trong quạt khiến quạt phát ra nhiều tiếng ồn, không có lợi cho việc hút và khử mùi. Khi quạt hút không đủ và thoát khói không thuận lợi thì phải vệ sinh quạt.
- Vệ sinh ống kính: Trên máy sẽ có một số gương phản xạ và thấu kính hội tụ. Ánh sáng laser được phát ra từ đầu laser sau khi được các thấu kính này phản xạ và hội tụ. Ống kính rất dễ bị bám bụi hoặc các chất bẩn khác, gây mất tia laser hoặc làm hỏng ống kính. Vì vậy, hãy làm sạch tròng kính mỗi ngày. Đồng thời làm sạch, hãy chú ý đến: 1. Nên lau ống kính một cách nhẹ nhàng, và lớp phủ bề mặt không được làm hỏng; 2. Quá trình lau phải được xử lý nhẹ nhàng để tránh rơi; 3. Khi lắp thấu kính hội tụ, hãy đảm bảo giữ cho bề mặt lõm xuống.
- Vệ sinh ray dẫn hướng: ray dẫn hướng và trục tuyến tính là một trong những thành phần cốt lõi của thiết bị, và chức năng của chúng là đóng vai trò dẫn hướng và hỗ trợ. Để đảm bảo độ chính xác gia công của máy cao thì các ray dẫn hướng và đường thẳng bắt buộc phải có độ chính xác dẫn hướng cao và ổn định chuyển động tốt. Trong quá trình vận hành thiết bị, do lượng khói bụi ăn mòn lớn sinh ra trong quá trình gia công các chi tiết gia công, lâu ngày các khói bụi này sẽ đọng lại trên bề mặt ray dẫn hướng và trục tuyến, có thể ảnh hưởng lớn đến độ chính xác xử lý của thiết bị và sẽ Các điểm ăn mòn được hình thành trên bề mặt trục tuyến tính của ray dẫn hướng, làm giảm tuổi thọ của thiết bị. Vì vậy, hãy vệ sinh hướng dẫn máy nửa tháng một lần. Tắt máy trước khi vệ sinh.
- Buộc chặt vít và khớp nối: Sau khi hệ thống chuyển động làm việc được một thời gian, các vít và khớp nối tại mối liên kết chuyển động sẽ bị lỏng, điều này sẽ ảnh hưởng đến sự ổn định của chuyển động cơ học. Do đó, hãy quan sát các bộ phận truyền động trong quá trình máy hoạt động. Không có tiếng ồn bất thường hoặc hiện tượng bất thường, và sự cố cần được xác nhận và bảo trì kịp thời. Đồng thời, máy nên sử dụng dụng cụ để siết chặt từng con ốc một sau một khoảng thời gian. Lần làm cứng đầu tiên nên khoảng một tháng sau khi thiết bị được sử dụng.
- Kiểm tra quang trình: Hệ thống quang trình của máy được hoàn thiện bởi sự phản xạ của gương và tiêu điểm của gương hội tụ. Không có vấn đề bù lệch của gương hội tụ trong đường quang học, nhưng ba gương được cố định bởi bộ phận cơ khí và bù đắp Có khả năng cao là, mặc dù sẽ không có độ lệch trong các trường hợp bình thường, người dùng nên kiểm tra đường quang có bình thường không trước mỗi lần làm việc.
Hàng tuần, bạn phải kiểm tra thanh dẫn hướng trục X và vít dẫn, thanh dẫn trục Y và vít dẫn, thanh dẫn trục Z và nạp dầu bôi trơn trục vít dẫn, để duy trì sự bôi trơn của tất cả các bộ phận chuyển động và mở rộng X, Y, Dẫn hướng trục Z và vít dẫn. Tuổi thọ sử dụng. NS. Theo môi trường của xưởng, thỉnh thoảng hãy kiểm tra sự nhiễm bẩn của gương phản xạ và thấu kính hội tụ (ít nhất một lần trong vòng một tháng), và làm sạch thấu kính quang học kịp thời để đảm bảo tuổi thọ của chúng (xem bảo dưỡng thấu kính quang học để thông tin chi tiết)
Thường xuyên dọn sạch các cặn bẩn đi qua lỗ thông gió để đảm bảo hiệu quả thông gió.
Kiểm tra bộ lọc trong mạch khí thường xuyên để loại bỏ nước và cặn bẩn trong bộ lọc kịp thời.
Thường xuyên kiểm tra xem giá đỡ công tắc hành trình và các vít của giá đỡ có bị lỏng không.
Vệ sinh kịp thời bụi trên lưới lọc quạt thông gió của tủ điều khiển điện để đảm bảo hệ thống thông gió tốt tạo điều kiện tản nhiệt cho các bộ phận điện bên trong.
Giường được làm sạch các mảnh vụn trong khoang da bảo vệ của ray dẫn hướng kịp thời để tránh làm hỏng ray dẫn hướng, do đó kéo dài tuổi thọ của ray dẫn hướng.
Sau khi máy được lắp đặt và sử dụng một thời gian cần điều chỉnh lại độ của máy để đảm bảo độ chính xác khi cắt của máy.
Làm sạch ống kính
Trong quá trình thay thế, việc đặt, kiểm tra và lắp đặt thấu kính quang học phải được thực hiện để tránh làm hỏng và nhiễm bẩn thấu kính. Sau khi một ống kính mới được lắp đặt, nó nên được làm sạch thường xuyên.
Khi tia laser cắt vật liệu, bề mặt làm việc sẽ giải phóng một lượng lớn khí và bắn tung tóe, gây hỏng thấu kính. Khi chất bẩn rơi trên bề mặt thấu kính, nó sẽ hấp thụ năng lượng từ chùm tia laze, gây ra hiệu ứng thấu kính nhiệt. Nếu thấu kính chưa hình thành ứng suất nhiệt, người vận hành có thể tháo nó ra và làm sạch nó.
Trong quá trình lắp đặt và làm sạch ống kính, bất kỳ chất dính nào, hoặc thậm chí là các giọt dầu in trên móng tay, sẽ làm tăng tỷ lệ hấp thụ của ống kính và giảm tuổi thọ. Do đó, phải thực hiện các biện pháp phòng ngừa sau:
- Không bao giờ lắp ống kính bằng ngón tay trần. Mang bao ngón tay hoặc găng tay cao su.
- Không sử dụng các dụng cụ sắc nhọn để tránh trầy xước bề mặt thấu kính.
- Không chạm vào phim khi lấy ống kính, nhưng hãy giữ mép ống kính.
- Ống kính nên được đặt ở nơi khô ráo và ngăn nắp để kiểm tra và làm sạch. Một bàn làm việc tốt nên có nhiều lớp khăn giấy lau và vài tờ khăn giấy lau ống kính trên bề mặt.
- Người dùng nên tránh nói phía trên ống kính và tránh xa thực phẩm, đồ uống và các chất ô nhiễm tiềm ẩn khác trong môi trường làm việc.
Trong quá trình làm sạch ống kính, nên áp dụng một phương pháp có độ rủi ro tương đối thấp. Các bước sau được thiết lập cho mục đích này và người dùng nên sử dụng chúng. Đầu tiên dùng bóng thổi để thổi bay phần nổi trên bề mặt bản gốc, đặc biệt là thấu kính có các hạt nhỏ li ti và các bông cặn bám trên bề mặt. Bước này là cần thiết. Nhưng không sử dụng khí nén trên dây chuyền sản xuất, vì không khí này sẽ chứa sương dầu và các giọt nước, sẽ làm ống kính bị ô nhiễm sâu hơn. Trong bước thứ hai, axeton tinh khiết phân tích được sử dụng để làm sạch nhẹ thấu kính. Loại axeton này gần như khan, làm giảm khả năng nhiễm bẩn ống kính.
Quả bóng bông phải được nhúng trong axeton và ống kính phải được làm sạch dưới ánh sáng và di chuyển theo chuyển động tròn. Một khi tăm bông bị bẩn, nó phải được thay thế. Việc làm sạch nên được thực hiện cùng một lúc để tránh hình thành các đường nứt. Nếu thấu kính có hai bề mặt được tráng, chẳng hạn như thấu kính, thì mỗi bề mặt cần được làm sạch theo cách này. Mặt đầu tiên cần được đặt trên một lớp giấy sạch thấu kính để bảo vệ.
Nếu axeton không thể loại bỏ hết vết bẩn, tiếp theo hãy dùng giấm axit để làm sạch. Làm sạch bằng giấm axit sử dụng sự hòa tan bụi bẩn để loại bỏ bụi bẩn, nhưng nó sẽ không gây hư hại cho thấu kính quang học. Giấm axit này có thể là loại thực nghiệm (pha loãng đến độ mạnh 50%), hoặc giấm trắng chứa axit axetic 6% để sử dụng trong gia đình. Quy trình làm sạch cũng giống như quy trình làm sạch bằng axeton sau đó dùng axeton để loại bỏ giấm axit và lau khô thấu kính. Lúc này nên thay bông gòn thường xuyên để hút hoàn toàn axit và hydrat. Cho đến khi nó được làm sạch.
Improving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting Machine
Khi không thể loại bỏ các chất bẩn và hư hỏng ống kính bằng cách làm sạch, đặc biệt là phim bị cháy do mảnh kim loại và bụi bẩn, cách duy nhất để khôi phục hiệu suất tốt là thay ống kính.