Blog
How Does a Laser Cutting System Work

Geschätzte Lesezeit: 5 Protokoll
Now Laser cutting is an extremely common process in many industries. It is not only suitable for metals, but also for many non-metallic materials such as wood, cardboard, and ceramics. It can be said that laser cutting has opened up a new future in the industrial field, but what is laser cutting? How do achieve it? How does a laser cutting system work?
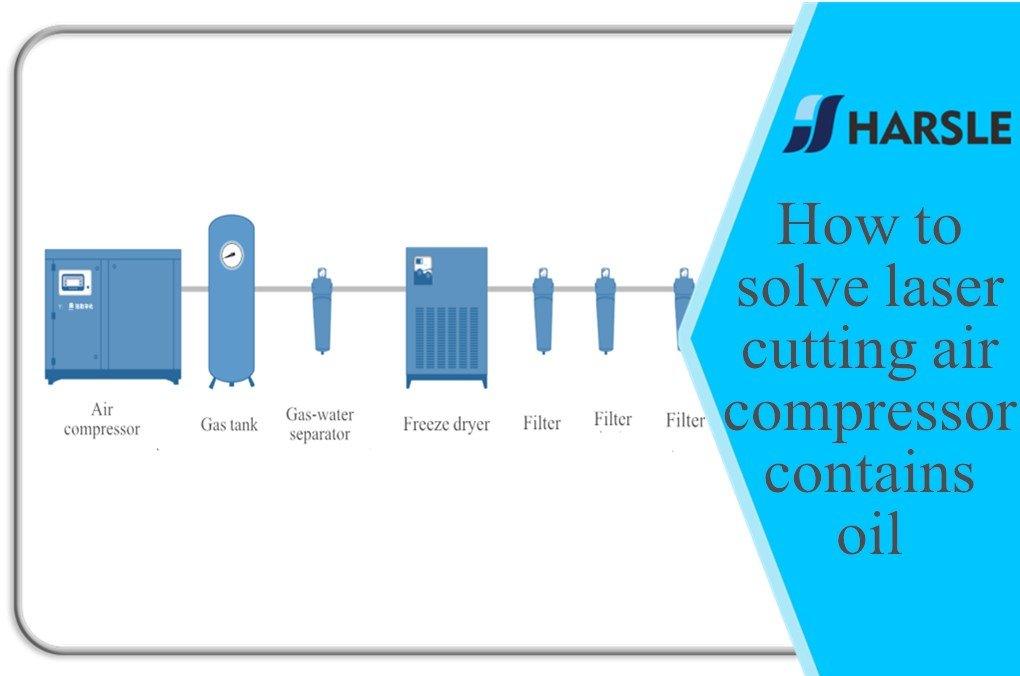
Compared to mechanical cutting, which uses cutting tools and power-driven equipment, and water jet cutting, which uses pressurized water and abrasive materials, laser cutting uses light to complete the cutting, engraving, and marking of objects. Although Laserschneidmaschinen vary by model and application, a typical laser cutting system generally includes laser resonators, mirrors, laser cutting heads, laser focusing lenses, pressurized gas components, and nozzles. The basic laser cutting process includes: beam generation, beam focusing, local heating and melting, material ejection, and beam movement.
Laser Cutting SystemLaser Cutting SystemLaser Cutting System

Beam Generation
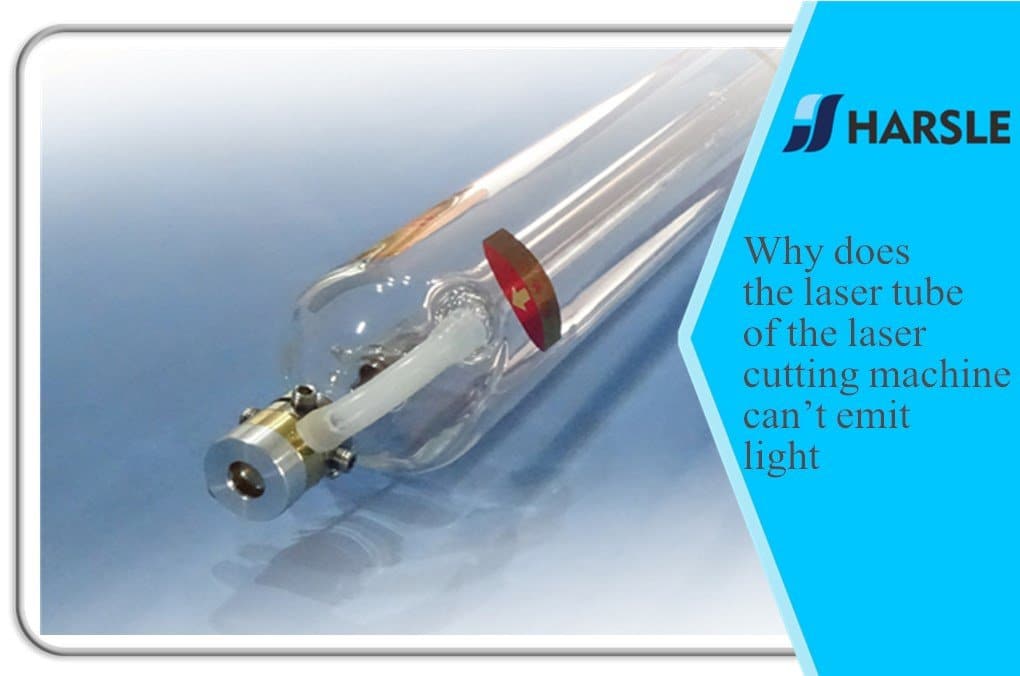
We all know that the word laser comes from the English “Laser”, which is the optical amplification of stimulated radiation. In essence, this word has summed up the basic principle of laser production. In addition to this principle, laser resonators employ the processes of spontaneous and stimulated emission to generate spatially and spectrally coherent high-intensity beams—lasers.
A part of the light amplified by stimulated radiation will pass through the resonator and will not be reflected back into the medium, thereby generating an initial laser beam. Once generated, the beam will enter the laser cutting head and be reflected by the internal mirror to in the focusing lens.
Beam Focus
The laser beam reflected on the surface of the focusing lens will be incident on the working surface through the nozzle at the end of the laser cutting head through the focusing effect. on a smaller spot, thereby increasing the intensity of the beam.
Locally Heated Melting And Material Ejection

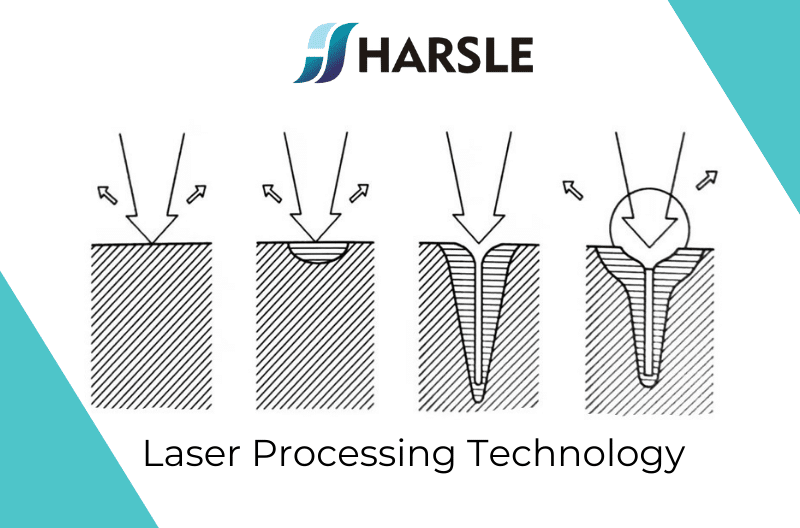
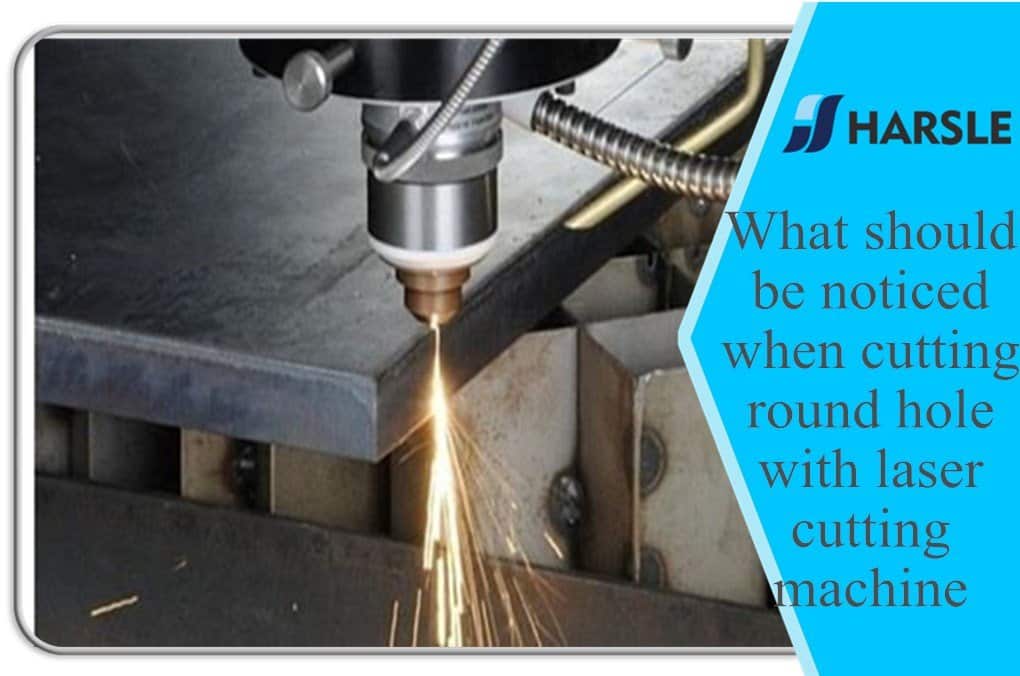
When the focused beam is incident on the surface of the object material, the surface of the object will absorb the radiant energy of the beam, increase the internal energy and generate heat, and the high-power laser beam can heat, melt, and partially or completely the local area of the surface of the object material. the phenomenon of evaporation. As a result, the local focusing area on the surface of the material is gradually weakened until the required incision is removed. At this time, the auxiliary gas (also called cutting gas) is introduced into the laser cutting head and flows into the surface of the object material coaxially with the direction of the focused beam. It protects and cools the focusing lens, and on the other hand, drains the melted material out of the cutout.
Laser cutting is also divided into different types of laser cutting systems according to different removal mechanisms, mainly including fusion cutting, chemical degradation cutting, evaporation cutting, scribing, and oxidation cutting.

Beam Movement
Once the surface of the object’s material begins to heat, melt, or evaporate, the beam needs to be moved to other areas of the object’s surface to produce a complete cut, typically by adjusting mirrors, controlling the laser cutting head, or manipulating the object’s position. Depending on the way the beam moves, it can be divided into object movement, flying optics, and hybrid laser cutting systems.
Object Movement
The simplest moving method is to control the movement of the processing object through the moving parts of the machine tool. This method requires a certain distance between the laser cutting head and the surface of the object and requires a small number of optical components.
Flight Optics
With movable laser cutter head and the fixed target object. By controlling the movement of the laser cutting head on the X-axis and the Y-axis, the necessary cutting is performed on the stationary object material. The flexibility of the flying optics is suitable for cutting materials of variable thickness and size and allows for faster processing times. However, since the beam is constantly moving, the changing beam length must be accounted for throughout the process. Changes in beam length can be controlled by collimation (alignment of optics), using a constant beam length axis, or employing adaptive optics or capacitive height control systems that can make the necessary adjustments in real-time.
Hybrid Laser Cutting System
Hybrid laser cutting systems combine the properties of object movement and flying optics. Such systems typically have one object material table that moves on X and a laser cutting head that moves on another Y. Compared to flying optics, hybrid systems deliver more consistent beam delivery and lower power losses.
In summary, laser cutting is a non-contact, heat-based manufacturing process that uses a focused, high-power laser beam to cut materials into custom and engineered shapes for a variety of materials, including metals, plastics, wood, gemstones, glass, and paper. Today, laser cutting has developed into one of the most useful and stable processes in industries around the world. Its wide range of applications has included electronics, semiconductors, and automobiles. It will continue to lead the trend of new manufacturing processes in the future.








May I have your laser cutting machine catalog?
OK, i will send our catalog to your email.