Více znalostí ke zdokonalení laserového řezacího stroje


Řezání laserem je energie uvolněná, když je laserový paprsek ozařován na povrch obrobku, aby se obrobek roztavil a odpařil, aby se dosáhlo účelu řezání a gravírování. Má vysokou přesnost, rychlé řezání, neomezuje se na řezné vzory, automatické uspořádání šetří materiály a hladké řezy, nízké náklady na zpracování a další vlastnosti, které postupně zlepší nebo nahradí tradiční zařízení pro řezání.
Použití laserového řezacího zařízení může řezat nerezovou ocel pod 16 mm a do laserového paprsku lze přidat kyslík pro řezání nerezové oceli o tloušťce 8-10 mm, ale po řezání kyslíkem se na řezné ploše vytvoří tenký oxidový film. . Maximální tloušťku řezu lze zvýšit na 16 mm, ale chyba velikosti řezaného dílu je větší.
Cena laserového řezacího zařízení je poměrně drahá, minimálně 30 000 USD, protože snižuje náklady na následné zpracování, takže je možné použít toto zařízení v hromadné výrobě. Vzhledem k tomu, že neexistují žádné náklady na zpracování nástrojů, je zařízení pro řezání laserem také vhodné pro výrobu malých sérií dílů různých velikostí, které nebylo možné dříve zpracovat. Zařízení pro řezání laserem obvykle používá zařízení počítačové digitální řídicí technologie (CNC). Po použití tohoto zařízení můžete používat telefonní linku pro příjem řezných dat z počítačem podporované pracovní stanice (CAD).
Konstrukce laserového řezacího stroje
Systém laserového řezacího stroje se obecně skládá z laserového generátoru, (externí) součásti pro přenos paprsku, pracovního stolu (obráběcího stroje), skříně numerického řízení mikropočítače, chladiče a počítače (hardwaru a softwaru). Hlavní část stroje obráběcí stroj: strojní část laserového řezacího stroje, mechanická část realizující pohyb os X, Y a Z včetně řezací pracovní plošiny. Slouží k umístění řezaného obrobku a dokáže s ním správně a přesně pohybovat podle řídicího programu, obvykle poháněného servomotorem.

Laserový generátor: zařízení, které generuje zdroj laserového světla. Pro účely laserového řezání, s výjimkou několika případů pomocí pevnolátkových laserů YAG, většina z nich používá plynové CO2 lasery s vyšší účinností elektro-optické konverze a vyšším výstupním výkonem. Protože řezání laserem vyžaduje vysokou kvalitu paprsku, nelze pro řezání použít všechny lasery. Gaussův model je vhodný pro méně než 1500W, nízkořádové lasery s oxidem uhličitým 1000W-30000W a multimódové nad 30000W.
Vnější světelná dráha: Refrakční zrcadlo, slouží k vedení laseru požadovaným směrem. Aby se zabránilo poruše dráhy paprsku, musí být všechna zrcadla chráněna ochranným krytem a čistý přetlakový ochranný plyn chrání čočku před znečištěním. Sada čoček s dobrým výkonem zaostří paprsek bez úhlu divergence do nekonečně malého bodu. Obecně se používá objektiv s ohniskovou vzdáleností 5,0 palce. 7,5palcový objektiv se používá pouze pro materiály o tloušťce > 12 mm.
Numerický řídicí systém: ovládejte obráběcí stroj pro realizaci pohybu os X, Y, Z a také řiďte výstupní výkon laseru.
Stabilizovaný napájecí zdroj: zapojený mezi laser, CNC obráběcí stroj a napájecí systém. Hrají především roli v prevenci vnějšího rušení sítě.
Řezací hlava: obsahuje hlavně dutinu, držák zaostřovací čočky, zaostřovací čočku, kapacitní snímač, pomocnou plynovou trysku a další díly. Pohon řezací hlavy se používá k pohonu řezací hlavy k pohybu podél osy Z podle programu a skládá se ze servomotoru a šroubu nebo ozubeného kola.

Operační stůl: slouží k ovládání pracovního procesu celého řezacího zařízení.
Vodní chladič: používá se k chlazení laserového generátoru. Laser je zařízení, které přeměňuje elektrickou energii na světelnou energii. Například rychlost konverze CO2 plynového laseru je obecně 20% a zbývající energie se přemění na teplo. Chladicí voda odebírá přebytečné teplo, aby laserový generátor fungoval normálně. Chladič také ochlazuje zrcadlo dráhy světla a zaostřovací zrcadlo vně obráběcího stroje, aby byla zajištěna stabilní kvalita přenosu paprsku a účinně se zabránilo deformaci nebo rozbití čočky v důsledku nadměrné teploty.

Plynové lahve: Včetně plynových lahví pracovního média a pomocných plynových lahví laserového řezacího stroje, které slouží k doplnění průmyslového plynu pro oscilaci laseru a přívodu pomocného plynu pro řezací hlavu.
Vzduchový kompresor, vzduchová nádrž: dodává a skladuje stlačený vzduch.

Sušička chlazení vzduchem, filtr: používá se k dodávání čistého a suchého vzduchu do laserového generátoru a dráhy paprsku, aby dráha a reflektor fungovaly normálně.
Sběrač prachu z ventilace: odsajte kouř a prach vznikající při zpracování a proveďte filtrační úpravu tak, aby vypouštění výfukových plynů splňovalo normy ochrany životního prostředí.
Stroj na vypouštění strusky: Odstraňte zbytky materiálu a odpad vzniklý při zpracování.
Typ laserového řezacího stroje
Podle struktury vzhledu, funkce a výkonu laserového řezacího stroje rozděluje HARSLE laserový řezací stroj do 6 kategorií.
Laserová řezačka otevřeného typu

Laserová řezačka s výměnným stolem

Laserová řezačka trubek a desek

Laserový řezací stroj na trubky

Vysoce výkonný laserový řezací stroj

Laserový svařovací stroj

Princip laseru
Vysoký jas laseru: jas pevného laseru může dosahovat až 1011W/cm2Sr. Nejen, že poté, co je vysoce jasný laserový paprsek zaostřen čočkou, může také generovat tisíce stupňů nebo dokonce desítky tisíc stupňů v blízkosti ohniska, což umožňuje zpracovat téměř všechny materiály.
Vysoká směrovost laseru: Vysoká směrovost laseru umožňuje efektivní přenos na velkou vzdálenost při zajištění velmi vysoké hustoty výkonu pro zaostřování. Tyto dva body jsou důležitými podmínkami pro laserové zpracování.
Vysoká monochromatičnost laseru: Díky extrémně vysoké monochromatičnosti laseru je zajištěno, že paprsek může být přesně zaostřen na ohnisko a lze dosáhnout vysoké hustoty výkonu.
Vysoká koherence laseru: Koherence popisuje především fázový vztah každé části světelné vlny. Právě jedinečné vlastnosti laserů, jak jsou popsány výše, byly široce používány v průmyslovém zpracování.
Laser byl široce používán při laserovém svařování, laserovém řezání, laserovém vrtání (včetně šikmých otvorů, různých otvorů, vrtání sádry, vrtání sklápěcího papíru, vrtání ocelového plechu, vrtání obalového tisku atd.), kalení laserem, tepelnému zpracování laserem, laseru Značení, gravírování skla, laserové ořezávání, laserová litografie, výroba laserového filmu, zpracování laserového filmu, balení laseru, obvod pro opravu laseru, technologie laserové elektroinstalace, čištění laserem atd.
Po více než 30 letech vývoje je laser všude. Používá se ve všech aspektech života a vědeckého výzkumu: laserová akupunktura, laserové řezání, laserové řezání, laserové svařování, zhášení laseru, laserový disk, laserový dálkoměr, laserový gyroskop, laserové plumbometry, laserové skalpely, laserové bomby, laserové radary, laser děla, laserová děla… V blízké budoucnosti budou mít lasery jistě rozsáhlejší uplatnění.
Laserový vysílač je řízená energetická zbraň, která využívá směrový laserový paprsek k přímému poškození nebo deaktivaci cíle. Podle různých bojových účelů lze laserové zbraně rozdělit do dvou kategorií: taktické laserové zbraně a strategické laserové zbraně. Zbraňový systém se skládá hlavně z laserů a sledovacích, zaměřovacích a odpalovacích zařízení. Mezi běžně používané lasery patří chemické lasery, pevnolátkové lasery a CO2 lasery. Laserové zbraně mají výhody vysoké rychlosti útoku, flexibilního řízení, přesných úderů a odolnosti vůči elektromagnetickému rušení, ale mají také slabiny, jako je odolnost vůči povětrnostním vlivům a vlivům prostředí. Laserové zbraně mají více než 30letou historii vývoje a v klíčových technologiích byly učiněny průlomy. Spojené státy, Rusko, Francie, Izrael a další země úspěšně provedly různé testy laserového zaměřování. Senzory, stejně jako útočící lidské oči a některá vylepšená pozorovací zařízení; vysokoenergetické laserové zbraně využívají hlavně chemické lasery. Podle současné úrovně se očekává jejich nasazení a použití na pozemních a vzdušných platformách v příštích 5-10 letech pro taktickou protivzdušnou obranu a divadelní protiopatření. Raketové a protidružicové operace atd.
Pro splnění potřeb vojenských aplikací bylo vyvinuto především následujících 5 laserových technologií:
- Technologie laserového měření vzdálenosti. Jde o první laserovou technologii prakticky použitelnou v armádě. Koncem 60. let se laserové dálkoměry začaly vybavovat vojsky a bylo vyvinuto a vyrobeno mnoho typů. Většina z nich používá ytrium hliníkové granátové lasery s přesností dosahu asi ±5 metrů. Protože dokáže rychle a přesně změřit vzdálenost cíle, je široce používán v průzkumném měření a systémech řízení palby zbraní.
- Technologie laserového navádění. Laserem naváděné zbraně mají vysokou přesnost, relativně jednoduchou konstrukci a nejsou citlivé na elektromagnetické rušení. V přesně naváděných zbraních zaujímají důležitou pozici. Na počátku 70. let byla laserem naváděná letecká bomba vyvinutá Spojenými státy poprvé použita na vietnamském bojišti. Od 80. let 20. století se také den ode dne zvyšovala výroba a vybavení laserem naváděných střel a laserem naváděných střel.
- Laserová komunikační technologie. Laserová komunikační kapacita je velká, důvěrnost je dobrá a schopnost anti-elektromagnetického rušení je silná. Komunikace pomocí optických vláken se stala středem zájmu vývoje komunikačních systémů. Ve výzkumu a vývoji jsou rovněž vzdušné a vesmírné laserové komunikační systémy a podmořské laserové komunikační systémy.
- Silná laserová technologie. Taktické laserové zbraně vyrobené z vysoce výkonných laserů mohou oslepit lidské oči a učinit fotodetektory neúčinnými. Použití vysokoenergetických laserových paprsků může zničit vojenské cíle, jako jsou letadla, rakety a satelity. Taktické laserové zbraně používané pro slepotu a protivzdušnou obranu se blíží do praktické fáze. Strategické laserové zbraně pro protidružicové a protikontinentální balistické střely jsou stále ve fázi průzkumu.
- Tréninková technologie laserové simulace. Používejte laserové simulační zařízení pro vojenský výcvik a bojová cvičení, bez spotřeby munice, bezpečnosti při výcviku a realistických efektů. Byla vyvinuta a vyrobena celá řada laserových simulačních výcvikových systémů, které jsou široce používány při střeleckém výcviku a bojových cvičeních různých zbraní. Kromě toho bylo dosaženo významného pokroku ve výzkumu laserové jaderné fúze, separace laserových izotopů vstoupila do zkušebního výrobního stádia a laserový zápalník a laserový gyroskop byly uvedeny do praxe.
Laserové zařízení
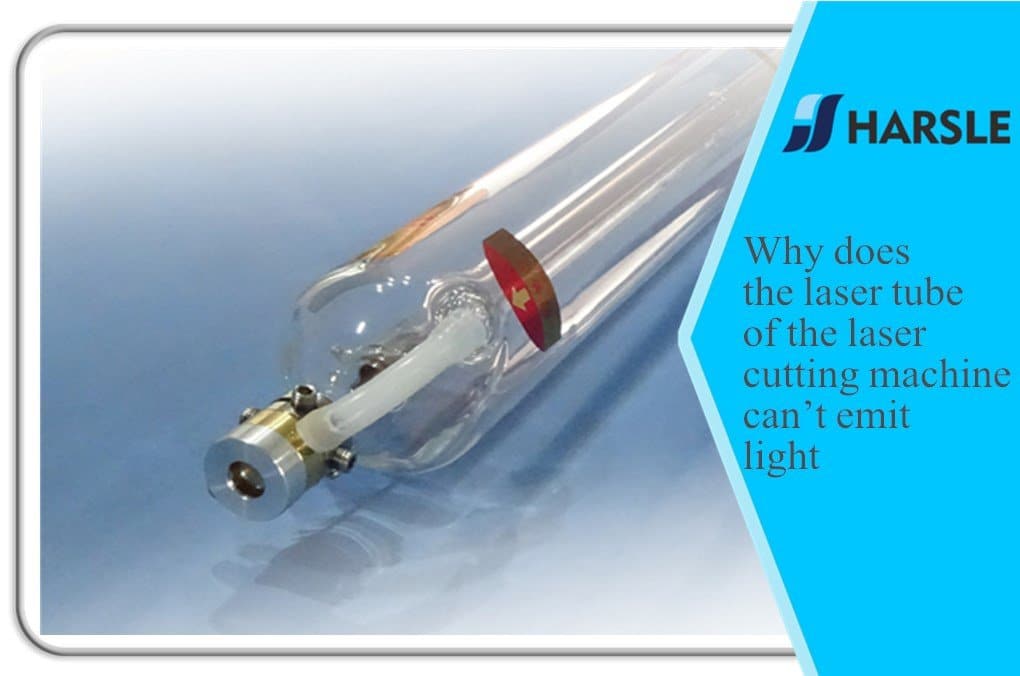
V laserovém řezacím stroji existuje řada pracovních principů značení a totéž platí pro laserovou trubici. Každý jasně zná důležitost laserových trubic v laserových zařízeních. Nyní pojďme posoudit nejběžnější typ laserové trubice, CO2 laserovou trubici! Složení laserové trubice je vyrobeno z tvrdého skla, jde tedy o křehkou a křehkou látku. Pokud chcete porozumět trubici CO2 laseru, musíte nejprve porozumět struktuře laserové trubice. Jako tento druh laseru na oxid uhličitý mají všechny strukturu vrstveného pouzdra a nejvnitřnější vrstva je výbojka.
Průměr trubice laserového výboje oxidu uhličitého je však větší než průměr samotné trubice laseru. Tloušťka výbojky je úměrná difrakční reakci způsobené velikostí skvrny. Délka trubice a výstupní výkon výbojky také tvoří vztah. Stejně tak to může zákazníkům pomoci analyzovat, zda chtějí úsporný nebo jemný, protože při výběru laserové trubice se můžete správně podívat na tloušťku a délku výbojové trubice v laserové trubici. Může snadno pochopit kvalitu laserové trubice.
Protože laserová trubice generuje během provozu laserového řezacího stroje velké množství tepla, které ovlivňuje normální provoz řezacího stroje, je pro chlazení laserové trubice zapotřebí speciální vodní chladič, aby bylo zajištěno, že laserový řezací stroj normálně pracuje při stálá teplota. 200W laser by měl být CW-6200 s chladicím výkonem 5,5KW; 650W laser by měl být CW-7800 s chladicím výkonem 23KW.
Vývojový trend
- Vysokorychlostní, vysoce přesný laserový řezací stroj Díky vylepšení režimu vysokovýkonného laserového paprsku a použití 32bitového mikropočítače vytváří příznivé podmínky pro vysokorychlostní a vysoce přesné laserové řezací zařízení.
- Ve velkém měřítku laserové řezací stroje pro řezání silných plechů a velkých obrobků. S nárůstem výkonu laseru dostupného pro řezání laserem se řezání laserem rozvíjí od zpracování plechů lehkých průmyslových tenkých plechů k těžkému průmyslovému řezání tlustých plechů.
- Trojrozměrný víceosý CNC laserový řezací stroj, aby byly splněny potřeby automobilového, leteckého a dalšího průmyslu pro řezání trojrozměrných obrobků, byly vyvinuty různé pětiosé nebo šestiosé trojrozměrné laserové řezací stroje, s počet CNC os dosahující devíti os, vysoká rychlost zpracování a vysoká přesnost. V automobilových výrobních linkách vyspělých zemí roste uplatnění laserových řezacích robotů. 3D laserový řezací stroj se vyvíjí směrem k vysoké účinnosti, vysoké přesnosti, multifunkčnosti a vysoké adaptabilitě a rozsah jeho použití bude stále širší a širší.
- Automatizace laserové řezací jednotky a bezobslužná laserová řezačka se za účelem zvýšení produktivity a úspory práce vyvíjí směrem k laserové řezací jednotce (FMC) a bezobslužnému a automatizovanému směru. Vývoj tohoto systému automatizace jednotek se musí spoléhat na automatické řízení hotovosti, technologii řízení sítě a technologii pomocného systému řízení výroby počítače. V zahraničí jsou na trhu k dispozici různé laserové řezací jednotky a v továrně běží bezobslužná výrobní linka složená ze 6 velkých laserových řezacích strojů.
- Kompaktní a kombinovaný integrovaný CNC laserový řezací stroj. Se smršťováním a zvyšováním výkonu, které je u laseru zmíněno, a také neustálým zdokonalováním pomocných zařízení se objevil laser, napájecí zdroj, hostitel, řídicí systém a zařízení pro cirkulaci chladicí vody. Spojte je dohromady a vytvořte kompletní kompaktní laserový řezací stroj s malým půdorysem a kompletními funkcemi. Kromě toho se technologie laserového řezání kombinuje s technikami laserového zpracování, jako je laserové svařování a laserové povrchové kalení, aby se vyvinul jeden stroj s více způsoby použití a dále se zvýšila míra využití zařízení.
Podrobnosti operace
Při zlepšování práce laserového řezacího stroje je velmi nebezpečné, pokud selže. Nováčci musí být vyškoleni odborníky, aby mohli pracovat samostatně. Na základě zkušeností je shrnuto 13 detailů bezpečné práce laserového řezacího stroje:
- Dodržujte všeobecné bezpečnostní předpisy pro provoz řezacích strojů. Spusťte laser přesně v souladu s postupem spouštění laseru.
- Obsluha musí být vyškolena, musí být obeznámena se strukturou a výkonem zařízení a musí ovládat znalost operačního systému.
- Používejte ochranné pracovní prostředky podle předpisů a v blízkosti laserového paprsku noste ochranné brýle, které splňují předpisy.
- Nezpracovávejte materiál, dokud není jasné, zda může být ozařován nebo ohříván laserem, abyste se vyhnuli potenciálnímu nebezpečí kouře a páry.
- Při spuštění zařízení nesmí obsluha opustit stanoviště ani se o něj bez oprávnění starat. Pokud je nutné odejít, obsluha by měla stroj zastavit nebo vypnout hlavní vypínač.
- Udržujte hasicí přístroj v dosahu; vypněte laser nebo závěrku, když nepracuje; do blízkosti nechráněného laserového paprsku nepokládejte papír, látku nebo jiné hořlavé materiály.
- Pokud je během zpracování zjištěna abnormalita, stroj by měl být okamžitě vypnut a závada by měla být odstraněna nebo nahlášena nadřízenému.
- Udržujte laser, lože a okolní oblast v čistotě, pořádku a bez znečištění olejem a podle potřeby skládejte obrobky, desky a odpadní materiály.
- Při používání plynových lahví se vyvarujte rozdrcení svařovacích drátů, aby nedošlo k úniku. Používání a přeprava plynových lahví musí být v souladu s předpisy pro dozor nad plynovými lahvemi. Je zakázáno vybuchovat plynové lahve na slunci nebo v blízkosti zdrojů tepla. Při otevírání ventilu láhve musí obsluha stát na straně ústí láhve.
- Při opravách dodržujte bezpečnostní předpisy pro vysoké napětí. Každých 40 hodin provozu nebo týdenní údržby, každých 1 000 hodin provozu nebo každých šest měsíců musí být údržba provedena v souladu s předpisy a postupy.
- Po zapnutí stroje ručně spusťte stroj ve směru X a Y při nízké rychlosti a zkontrolujte, zda nedošlo k nějaké abnormalitě.
- Po zadání nového partprogramu jej nejprve otestujte a zkontrolujte jeho funkci.
- Při práci dbejte na dodržování chodu obráběcího stroje, aby nedošlo k nehodám způsobeným vyjetím řezacího stroje mimo účinný rozsah zdvihu nebo dvěma kolizím.
Polarizační vlastnosti laserového paprsku. Laser, stejně jako jakýkoli jiný přenos elektromagnetických vln, má také dva vzájemně kolmé elektrické a magnetické vektory a oba jsou ortogonální ke směru přenosu laseru. Obecně se má za to, že směr elektrického vektoru je směrem polarizace paprsku. Polarizační vlastnosti paprsku ovlivňují absorpci energie paprsku materiálem. Řezání rovnoběžně se směrem polarizace paprsku bude mít za následek úzký řez s hladkými a rovnými okraji. Pokud je mezi směrem řezání a rovinou polarizace úhel, sníží se absorpce energie a zpomalí se rychlost řezání. Řez se rozšíří a hrany budou drsné a nebudou v pravém úhlu k povrchu materiálu. Jakmile bude směr řezání kolmý na směr polarizace, hrana nebude hrubá, ale rychlost řezání bude pomalejší a ústa širší? Kvalita řezu se výrazně sníží.
I když je to v zásadě vyžadováno, je obtížné udržet směr řezání rovnoběžný se směrem polarizace během víceosého pohybu. K překonání této nestability je poskytnut fázový zpožďovač. Studie ukázaly, že kruhově polarizované světlo je nejlepší pro řezání kovů. Většina laserů produkuje polarizované světlo pod úhlem 45 stupňů od vertikály. Fázový retardér převádí toto lineárně polarizované světlo na kruhově polarizované světlo. Je tato metoda účinná pro řezání kovu? Ale to nefunguje pro jiné materiály, jako je plast a dřevo.
Volba nastavení tlaku pomocného plynu a vzduchu. Typická hodnota tlaku při řezání deskových materiálů vysokou rychlostí je 150-300 kpa? Řezání železných plátů o tloušťce 12 obvykle vyžaduje pouze 40-60 kpa.
Rychlost řezání. Když je rychlost příliš nízká, paprsek marťanských částic proudí přímo dolů. Když je rychlost příliš vysoká, paprsek marťanských částic svírá ostrý úhel s vertikálou a je nestabilní. Vhodná rychlost je, když paprsek částic Marsu ve tvaru oblaku svírá s vertikálou tupý úhel.
Nastavte tlak vzduchu. Pomocný tlak plynu je řízen CNC strojem. Správným způsobem je zvolit automatický režim při kalibraci regulátoru tlaku vzduchu. Aktivujte program. Po aktivaci programu stiskněte tlačítko cyklu a postupujte podle pokynů na obrazovce. Program automaticky zkalibruje systém tlaku vzduchu.
Pět tipů pro použití vláknového laserového řezacího stroje
- Laserová řezací hlava s dvojitým ohniskem je zranitelnou součástí laserového řezacího stroje. Dlouhodobé používání způsobí poškození laserové řezací hlavy.
- Každých šest měsíců zkontrolujte přímost dráhy vláknového laserového řezacího stroje a svislost stroje, a pokud se zjistí, že je abnormální, bude včas udržována a odladěna. Pokud tak neučiníte, řezný efekt nemusí být tak dobrý, chyba se zvýší a bude ovlivněna kvalita řezu. To je nejvyšší priorita a musí se to udělat.
- Jednou týdně odstraňte prach a nečistoty ze stroje vysavačem. Všechny elektrické skříně by měly být uzavřené a prachotěsné.
- Ocelový pás vláknového laserového řezacího stroje často kontrolujte, zda je pevný. V opačném případě, pokud se během operace něco pokazí, může dojít ke zranění lidí nebo dokonce smrti. Ocelový pás vypadá jako maličkost, ale problém je stále trochu vážný.
- Vodicí lišty vláknového laserového řezacího stroje by měly být často čištěny, aby se odstranil prach a jiné nečistoty, aby bylo zajištěno, že zařízení je normální. Stojan by měl být často otírán a mazán, aby bylo zajištěno mazání bez úlomků. Vodicí lišty by se měly často čistit a mazat a také by se měl často čistit a mazat motor. Stroj se může lépe pohybovat a řezat přesněji a kvalita řezaných produktů se zlepší. .
Výhody řezacího stroje vláknovým laserem
- Vysoká přesnost: vhodné pro řezání přesných dílů a jemné řezání různých řemeslných prací a maleb.
- Vysoká rychlost: více než 100krát vyšší než při řezání drátem.
- Tepelně ovlivněná zóna je malá a není snadné ji deformovat. Řezný šev je hladký a krásný, bez následného zpracování.
- Vysoký nákladový výkon: Cena je pouze 1/3 stejného výkonu CO2 laserového řezacího stroje a 2/5 stejného výkonu CNC děrovače.
- Náklady na použití jsou velmi nízké: pouze 1/8 ~ 1/10 podobného řezacího stroje CO2 laserem, hodinová cena je pouze asi 18 juanů a hodinová cena laserového řezacího stroje CO2 je asi 150-180 juanů.
- Náklady na následnou údržbu jsou velmi nízké: pouze 1/10~1/15 stejného typu CO2 laserového řezacího stroje a 1/3~1/4 ekvivalentního CNC děrovacího stroje.
- Stabilní výkon pro zajištění nepřetržité výroby. Pevný YAG laser je jedním z nejstabilnějších a nejvyspělejších produktů v oblasti laserů.
Ve srovnání s CNC děrovacím strojem má vylepšený laserový řezací stroj následující výhody:
- Dokáže dokončit zpracování různých složitých struktur, pokud lze na počítači nakreslit jakýkoli obrázek, stroj může dokončit zpracování.
- Není třeba otevírat formu, stačí udělat výkres na počítači a produkt může být okamžitě uvolněn, což může rychle vyvinout nové produkty a ušetřit náklady.
- Řezací stroj má automatický sledovací systém, takže dokáže dokončit rovinné řezání i řezání různých nerovných povrchů.
- Složitý proces vyžaduje, aby CNC děrovací stroj bylo obtížné dokončit a laserové řezání to dokáže.
- Povrch je velmi hladký a jakost produktu je velmi vysoká, což je pro CNC vysekávací stroje obtížné.
- Lisovaná krabice (do tloušťky 0,5 metru) musí být opracována otvory a drážkami, které nelze zpracovat CNC děrovacím strojem, ale CNC kovový laserový řezací stroj to dokáže vyřešit.
Údržba stroje
Cena zdokonaleného laserového řezacího stroje není nízká, pohybuje se od 30 000 USD do 200 000 USD. Proto co nejdéle prodlužujte životnost laserového řezacího stroje, abyste lépe ušetřili výrobní náklady a získali větší výhody. To ukazuje, že každodenní údržba a údržba laserového řezacího stroje je velmi důležitá. Následující text vysvětluje především ze šesti aspektů:
- Výměna cirkulující vody a čištění vodní nádrže: Ujistěte se, že je laserová trubice naplněna cirkulující vodou, než stroj začne pracovat. Kvalita a teplota cirkulující vody přímo ovlivňují životnost laserové trubice. Proto je nutné pravidelně vyměňovat oběhovou vodu a čistit nádržku na vodu. To se nejlépe provádí jednou týdně.
- Čištění ventilátoru: při dlouhodobém používání ventilátoru ve stroji se ve ventilátoru nahromadí velké množství pevného prachu, což způsobí, že ventilátor produkuje hodně hluku, a to neprospívá výfuku a deodorizaci. Když je sání ventilátoru nedostatečné a kouř není plynule odváděn, je nutné ventilátor vyčistit.
- Čištění čočky: Na stroji budou nějaké reflektory a zaostřovací čočky. Laserové světlo je vyzařováno z laserové hlavy po odrazu a zaostření těmito čočkami. Čočku lze snadno zašpinit prachem nebo jinými nečistotami, což může způsobit ztrátu laseru nebo poškození čočky. Čistěte tedy čočky každý den. Při čištění dbejte na: 1. Čočku jemně otírejte a povrchovou úpravu nepoškoďte; 2. S procesem stírání je třeba zacházet opatrně, aby nedošlo k pádu; 3. Při instalaci zaostřovací čočky se ujistěte, že je konkávní povrch dole.
- Čištění vodicích kolejnic: vodicí kolejnice a lineární hřídele jsou jednou ze základních součástí zařízení a jejich funkcí je hrát vodící a podpůrnou roli. Aby byla zajištěna vysoká přesnost zpracování stroje, musí mít vodicí kolejnice a přímky vysokou přesnost vedení a dobrou stabilitu pohybu. Během provozu zařízení se v důsledku velkého množství korozivního prachu a kouře vznikajícího při zpracování zpracovávaných dílů budou tyto kouře a prach dlouhodobě usazovat na povrchu vodicí kolejnice a lineárního hřídele, což má velký vliv na přesnost zpracování zařízení a vůle Na povrchu lineární osy vodicí lišty se tvoří body koroze, což zkracuje životnost zařízení. Čistěte tedy vedení stroje každých půl měsíce. Před čištěním stroj vypněte.
- Upevnění šroubů a spojek: Po určité době činnosti pohybového systému dojde k uvolnění šroubů a spojek na spoji pohybu, což ovlivní stabilitu mechanického pohybu. Sledujte proto součásti převodovky během provozu stroje. Neexistuje žádný abnormální hluk nebo abnormální jev a problém by měl být včas potvrzen a udržován. Současně by měl stroj po určité době pomocí nástrojů utahovat šrouby jeden po druhém. První zpevnění by mělo být asi měsíc po použití zařízení.
- Kontrola optické dráhy: Systém optické dráhy stroje je doplněn odrazem zrcadla a zaostřením zaostřovacího zrcadla. V optické dráze není žádný problém s ofsetem zaostřovacího zrcadla, ale tři zrcadla jsou fixována mechanickou částí a offsetem Existuje vysoká možnost, že i když za normálních okolností nedojde k žádné odchylce, doporučuje se, aby uživatel zkontroloval zda je optická dráha normální před každou prací.
Každý týden musíte zkontrolovat vodicí dráhu a vodicí šroub osy X, vodicí dráhu a vodicí šroub osy Y, mazací olejovou náplň vodicí dráhy osy Z a vodícího šroubu, abyste zachovali mazání všech pohyblivých částí a prodloužili X, Y, Vodítko osy Z a vodicí šroub. Životnost. b. Podle prostředí dílny čas od času (alespoň jednou za měsíc) zkontrolujte znečištění reflektoru a zaostřovací čočky a včas vyčistěte optické čočky, aby byla zajištěna jejich životnost (viz údržba optických čoček podrobnosti)
Pravidelně čistěte nečistoty procházející ventilačním otvorem, abyste zajistili ventilační účinek.
Pravidelně kontrolujte filtr ve vzduchovém okruhu, abyste včas odstranili vodu a nečistoty ve filtru.
Pravidelně kontrolujte, zda nejsou uvolněné držáky pojezdového spínače a šrouby držáku západky.
Včas očistěte prach na filtru větracího ventilátoru elektrické ovládací skříně, abyste zajistili dobré větrání pro usnadnění odvodu tepla vnitřních elektrických součástí.
Lůžko je včas očištěno od úlomků v dutině ochranného pláště vodicí lišty, aby nedošlo k poškození vodicí lišty, čímž se prodlouží životnost vodicí lišty.
Poté, co je stroj nainstalován a používán po určitou dobu, měla by být úroveň stroje znovu nastavena, aby byla zajištěna přesnost řezání stroje
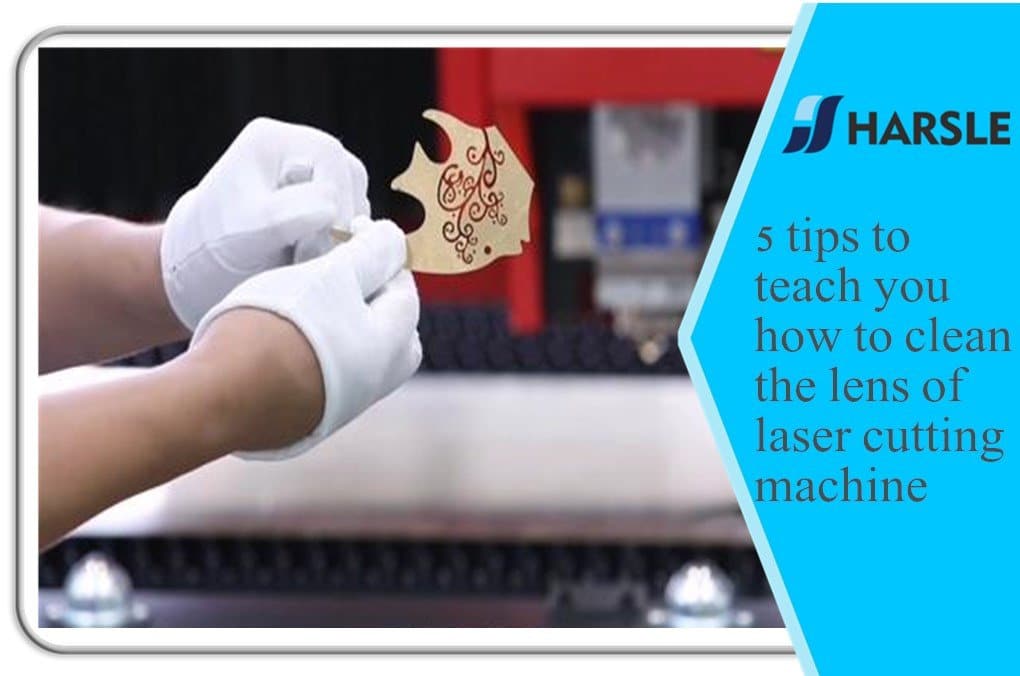
Čištění objektivu
Během procesu výměny je třeba provést umístění, kontrolu a instalaci optických čoček, aby se zabránilo poškození a kontaminaci čoček. Po instalaci nové čočky by se měla pravidelně čistit.
Když laser řeže materiál, pracovní plocha uvolní velké množství plynu a postříkání, což způsobí poškození čočky. Když nečistoty dopadnou na povrch čočky, absorbuje energii z laserového paprsku a způsobí tepelný efekt čočky. Pokud se na čočce ještě nevytvořilo tepelné namáhání, může ji obsluha vyjmout a vyčistit.
Během instalace a čištění čočky jakákoli lepkavá hmota nebo dokonce kapičky oleje natištěné na nehtech zvýší míru absorpce čočky a sníží životnost. Proto je třeba přijmout následující opatření:
- Nikdy neinstalujte objektiv holými prsty. Používejte chrániče prstů nebo gumové rukavice.
- Nepoužívejte ostré nástroje, aby nedošlo k poškrábání povrchu objektivu.
- Při snímání objektivu se nedotýkejte filmu, ale držte objektiv za okraj.
- Čočka by měla být umístěna na suchém a uklizeném místě pro testování a čištění. Dobrý pracovní stůl by měl mít na povrchu několik vrstev čisticích papírových ručníků a několik listů ubrousku na čištění čoček.
- Uživatel by se měl vyvarovat hovoru nad objektivem a držet jídlo, nápoje a další potenciální znečišťující látky mimo pracovní prostředí.
V procesu čištění čočky by měla být přijata metoda s relativně nízkým rizikem. Pro tento účel jsou nastaveny následující kroky a uživatelé by je měli používat. Nejprve pomocí nafukovacího balónku odfoukněte plovák na povrchu originálu, zejména čočku s drobnými částečkami a vločkami na povrchu. Tento krok je nezbytný. Na výrobní lince ale nepoužívejte stlačený vzduch, protože tento vzduch bude obsahovat olejovou mlhu a kapky vody, které prohloubí znečištění čočky. Ve druhém kroku se k mírnému vyčištění čočky použije analyticky čistý aceton. Tento typ acetonu je téměř bezvodý, což snižuje možnost kontaminace čočky.
Vatový tampon se musí ponořit do acetonu a čočka se musí vyčistit pod světlem a pohybovat se v ní krouživými pohyby. Jakmile je vatový tampon špinavý, je nutné jej vyměnit. Čištění by mělo být provedeno najednou, aby se zabránilo tvorbě štěrbin. Pokud má čočka dva potažené povrchy, jako je čočka, je třeba každý povrch vyčistit tímto způsobem. První strana musí být kvůli ochraně umístěna na vrstvu čistého papíru na čočky.
Pokud aceton nedokáže odstranit všechny nečistoty, použijte k čištění kyselý ocet. Čištění kyselým octem využívá rozpuštění nečistot k odstranění nečistot, ale nezpůsobí poškození optické čočky. Tento kyselý ocet může být experimentální kvality (zředěný na pevnost 50%) nebo bílý ocet obsahující kyselinu octovou 6% pro domácí použití. Postup čištění je stejný jako u acetonu a poté použijte aceton k odstranění kyselého octa a vysušení čočky. V této době by se vatové tampony měly často měnit, aby zcela absorbovaly kyselinu a hydratovaly. Dokud nebude vyčištěn.
Improving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting MachineImproving Laser Cutting Machine
Pokud nečistoty a poškození čočky nelze odstranit čištěním, zejména film spálený v důsledku rozstřiku kovu a nečistot, jediným způsobem, jak obnovit dobrý výkon, je vyměnit čočku.